编辑:无损检测证书挂靠网 时间:2025-02-11 11:10:04
黄文大(1968-),男,本科,高级工程师,主要从事特种设备检验及射线、TOFD、PAUT无损检测研究工作
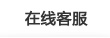
空分设备是以空气为原料,通过压缩循环深度冷冻的方法将空气变成液态,再通过精馏从液态空气中逐步分离生产出氧气、氮气及氩气等惰性气体的设备。空分设备大多为塔器,塔高可达60余米,制造需分段出厂,并在现场组焊。组焊后的塔段,因内部有管道(如降液管)等部件的遮挡(见图1),无法对组焊接头进行双壁单影的射线检测。相控阵超声检测(PAUT)技术使用阵列探头和相应延迟法则控制晶片的激发时间和激发次序,通过电子扫描实现声束移动、偏转和聚焦等功能,对于不同取向的缺欠均具有良好的检出率[1]。使用相控阵超声检测,可以确保焊缝100 %检测。与传统射线检测(RT)方法比较,相控阵超声检测方法安全无辐射,无需隔离或防护,有效保障工程进度,提升检测效益,更高效、环保。
铝合金焊接接头相控阵检测与碳钢焊接接头相控阵检测相比,声能衰减小,铝合金横波声速(约3 120 m·s-1)小于碳钢中的横波声速(约3 230 m·s-1),铝合金焊接接头检测用的标准试块和对比试块应使用与现场相同牌号的材料制作。
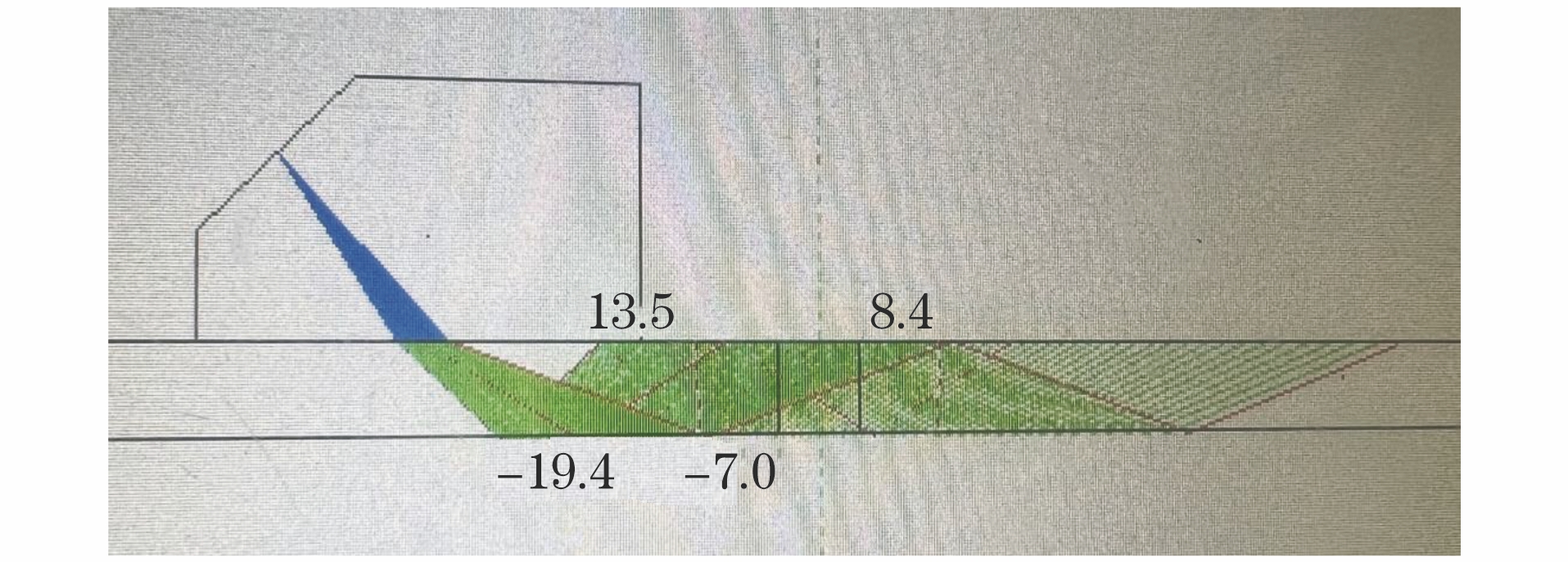
探头型号为10L32-0.375×10-A6-P,频率为10 MHz,晶片总数为32,相邻两阵元中心间距为0.375 mm,激发孔径长度为12 mm,楔块型号为SA6-68S(42°),扫描类型为扇扫描,纵向垂直扫查(初始角度为50°,终止角度为72°,角度步进值为0.5°),声束数量为45,聚焦类型为深度聚焦,聚焦深度为20 mm,探头前端距为11 mm,定量线灵敏度ϕ2 mm—12 dB。厚度为5 mm的对接接头声束覆盖范围如图2所示。
探头型号为5L32-0.6×10-A30-P,频率为5 MHz,晶片总数为32,相邻两阵元中心间距为0.6 mm,激发孔径长度为19.2 mm,楔块型号为SA30-60S-C(37°),扫描类型为扇扫描,纵向垂直扫查(初始角度为40°,终止角度为75°,角度步进值为0.5°),声束数量为71,聚焦类型为深度聚焦,深度聚焦距离为20 mm,探头前端距为10 mm,定量线灵敏度为ϕ2 mm—12 dB。厚度为10 mm的对接接头声束覆盖范围如图3所示。

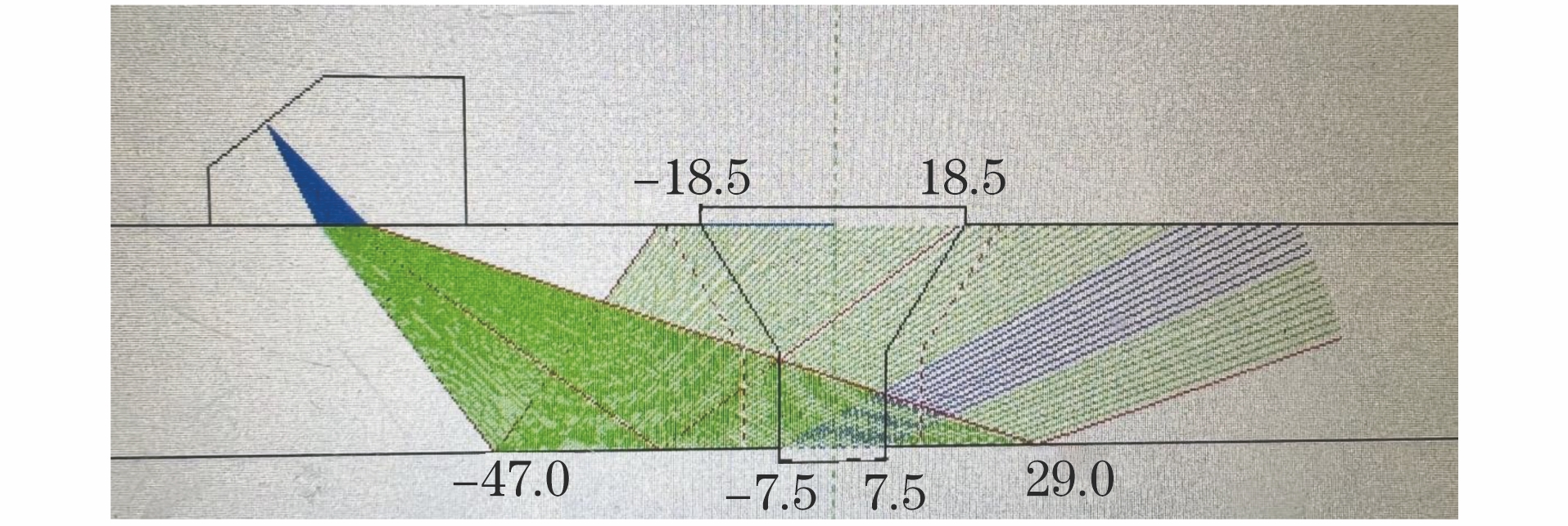
探头型号为5L32-0.6×10-A30-P,频率为5 MHz,晶片总数为32,相邻两阵元中心间距为0.6 mm,激发孔径长度为19.2 mm,晶片尺寸为10 mm,楔块型号为SA30-60S-C(37°),扫描类型为扇扫描,纵向垂直扫查(初始角度为37°,停止角度为72°,角度步进值为0.5°),声束数量为71,聚焦类型为深度聚焦,深度聚焦距离为60 mm,探头前端距为50 mm,定量线灵敏度为ϕ2 mm—12 dB。其声速覆盖范围如图4所示。
铝合金焊接可能产生气孔、未熔合、未焊透、裂纹等焊接缺欠。
未焊透:试板编号为SA21,厚度为30 mm。编号为SA21-2的射线底片扫描结果如图5所示。SA21的相控阵扫查图谱如图6所示。检测结果比较如表1所示。

| 检测方法 | 缺欠长度 | 缺欠深度 | 缺欠自身高度 |
|---|---|---|---|
| RT | 18.0 | - | - |
| PAUT | 18.4 | 29.1 | 7.6 |
裂纹:试板编号为SA25,厚度为10 mm。编号为SA25-1的射线底片扫描结果如图7所示。SA25的相控阵扫查图谱如图8所示。检测结果比较如表2所示。
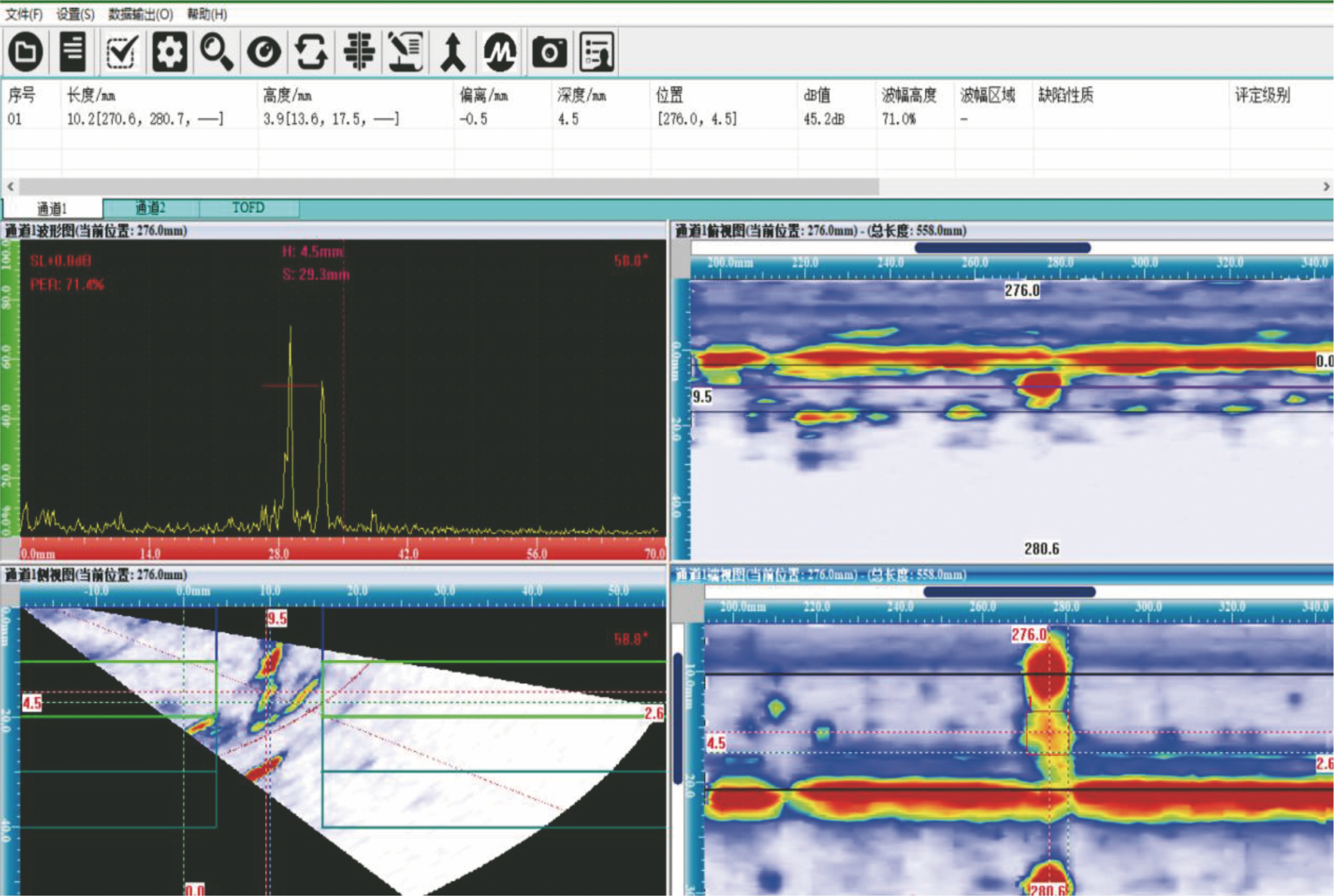
| 检测方法 | 缺欠长度 | 缺欠深度 | 缺欠自身高度 |
|---|---|---|---|
| RT | 11.0 | - | - |
| PAUT | 10.2 | 4.5 | 3.9 |
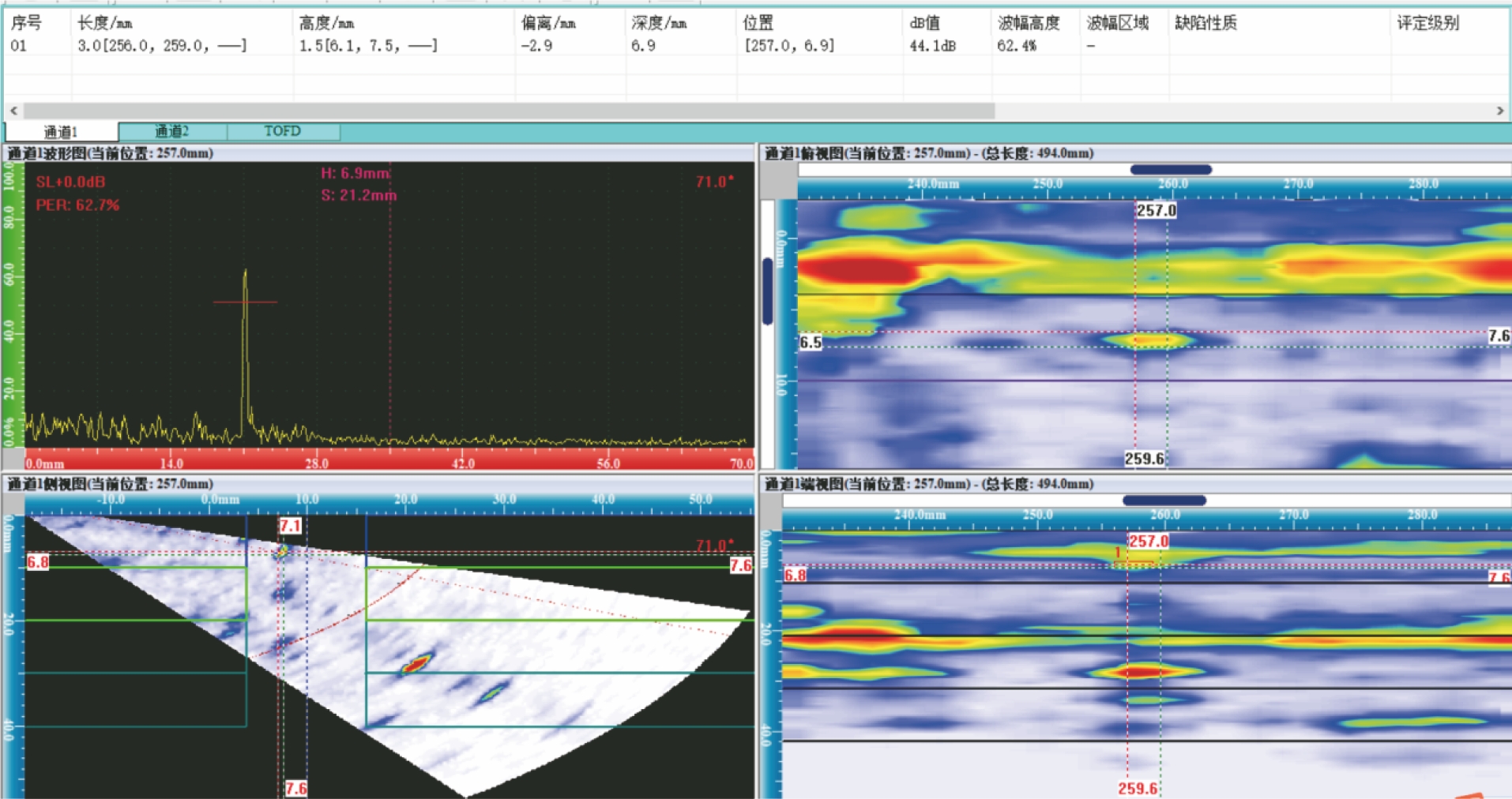
圆缺(气孔):试板编号为SA6,厚度为10 mm。编号为SA6-1的射线底片扫描结果如图9所示,其中缺欠1为密集气孔,缺欠2为单个气孔。SA6的相控阵扫查图谱如图10,11所示。检测结果比较如表3,4所示。
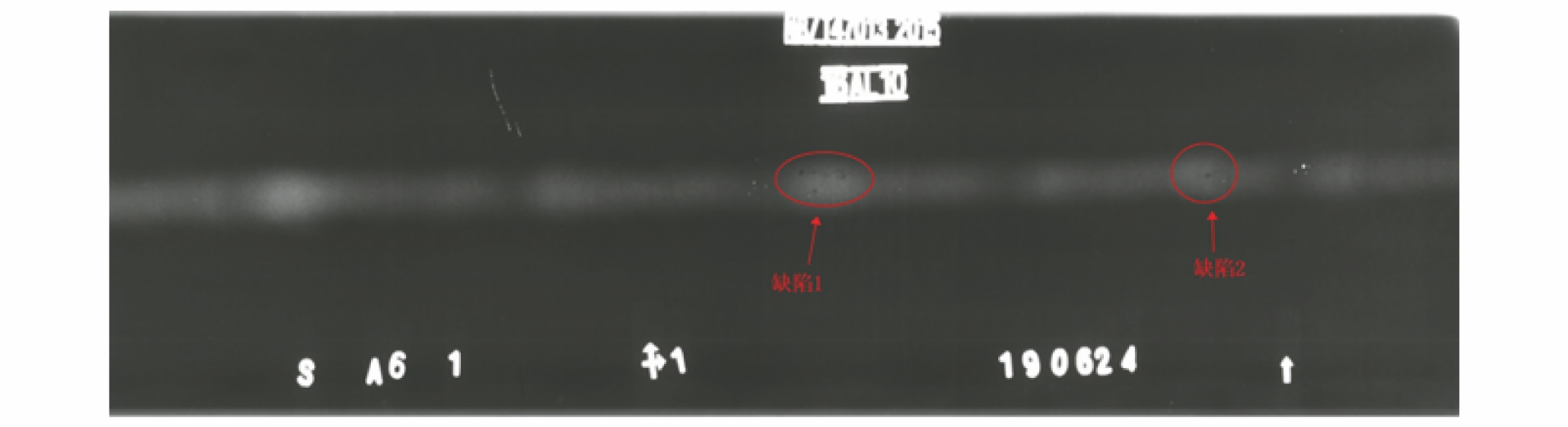
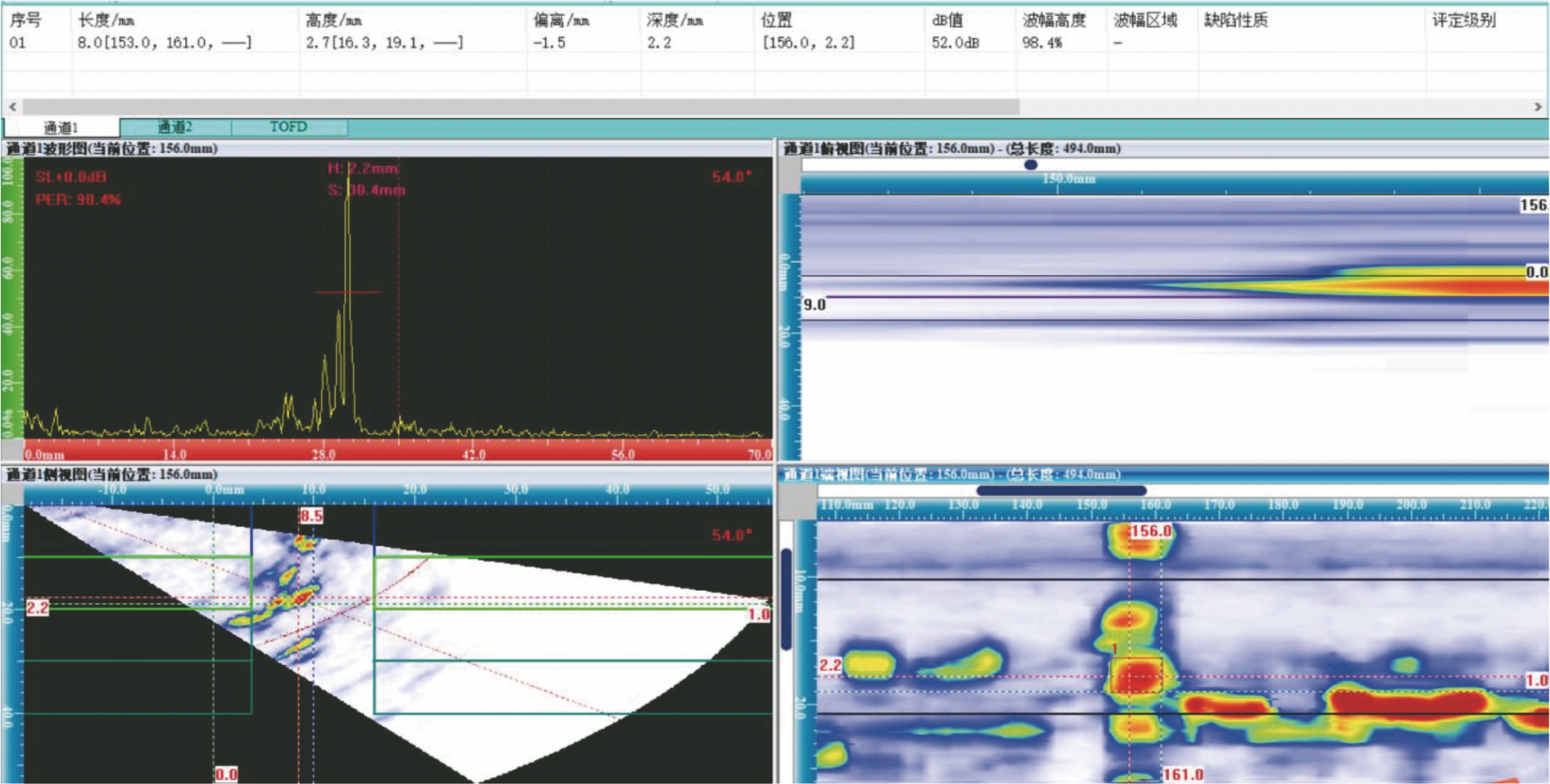
| 检测方法 | 缺欠长度(点数) | 缺欠深度 | 缺欠自身高度 |
|---|---|---|---|
| RT | 10(10点) | - | - |
| PAUT | 8(很难计点数) | 2.2 | 2.7 |
| 检测方法 | 缺欠长度(点数) | 缺欠深度 | 缺欠自身高度 |
|---|---|---|---|
| RT | 2(1点) | - | - |
| PAUT | 3(1点) | 6.9 | 1.5 |
未熔合:试板编号为SA13,厚度为5 mm。编号为SA13-1的射线底片扫描结果如图12所示,SA13的相控阵扫查图谱如图13所示。检测结果比较如表5所示。

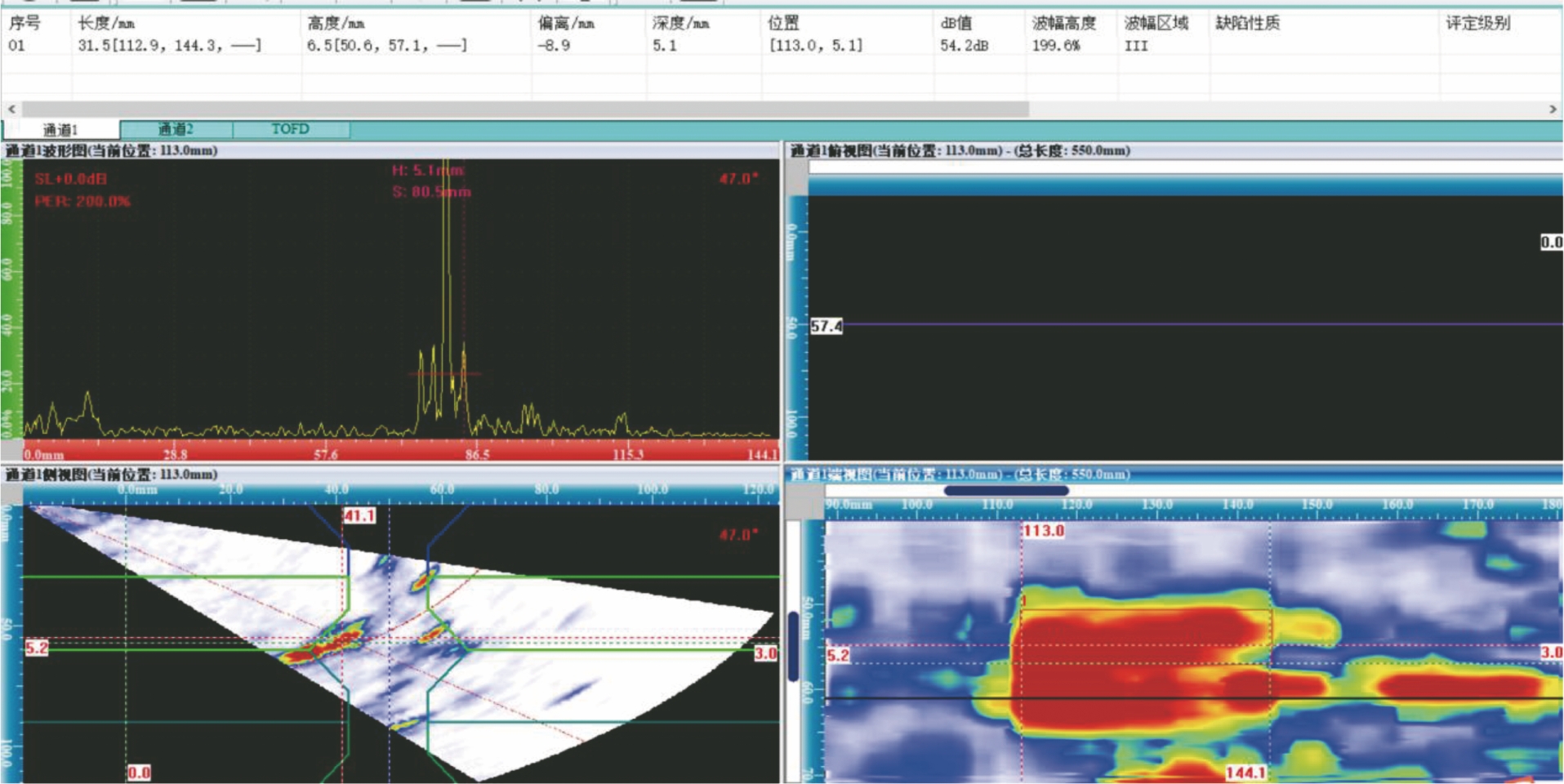
| 检测方法 | 缺欠长度(长径) | 缺欠深度 | 缺欠自身高度 |
|---|---|---|---|
| RT | 31.0 | - | - |
| PAUT | 31.5 | 5.1 | 6.5 |
裂纹信号通常具有较强的方向性,在焊缝两侧扫查时,可能两侧都有回波;也可能一侧有回波,另外一侧无缺欠回波信号或回波信号较低。裂纹的A扫描信号呈锯齿状,有多个波峰,且根部有多余的小峰。当其自身高度大于单层焊道的高度时,大多为裂纹。
坡口未熔合,在S形扫查图中显示在坡口处,缺欠波幅平滑,A扫描根部无多余波峰,由于超声波受缺欠角度影响较大,焊缝两侧扫查结果相差较大。
未焊透的图谱较易识别,在焊缝两侧都能检测到,在S形扫查中,缺欠位于焊缝根部,反射信号的位置低于几何反射信号的,沿着焊缝长度方向移动,A扫描回波信号的波幅平滑,直线上升后先平稳然后下降,且根部无多余的小峰。
单个气孔的回波信号是单个波形,无多余波峰,沿着焊缝的长度方向移动,气孔的回波信号逐渐显现和消失。在S、C、D形扫查中呈点状,A扫描的上升和下降较平稳,自身高度小于单层焊的厚度,一般在焊缝两侧扫查图谱中都有显示,有时一次波与二次波检测到的回波波幅不同。密集气孔显示为簇状多峰。成排的气孔可能显示为单个条缺。
(1)选取适宜的探头和楔块,设置合理的聚焦法则,相控阵超声检测采用扇扫描能够对空分设备铝合金焊接接头实施有效检测。
(2) 相控阵超声检测对危害性面积型缺欠(裂纹、未熔合、未焊透)检出结果与射线检测结果基本相符,但相控阵超声检测方法更为高效、环保。
推荐阅读:2025年无损检测证书挂靠价格趋势预测