编辑:无损检测证书挂靠网 时间:2025-02-27 20:01:45
张鹏飞(1983-),男,高级工程师,主要从事核电站在役检测设备的研发工作
核电厂通过控制棒的提升和插入控制反应堆的输出功率,在停闭反应堆时,要求控制棒必须迅速落入堆芯以使反应堆停堆[1]。核电厂中,控制棒落棒时间试验都是法规强制要求的。
控制棒导向套筒(Control rod guide tube,CRGT)的主要功能是对控制棒束(Rod cluster control assembly,RCCA)的步进运动起导向作用,避免控制棒与CRGT导向卡之间产生干扰,确保落棒时间满足核安全要求。RCCA在CRGT内的垂直步进,以及控制棒在CRGT内部的振动,都会造成RCCA和CRGT的磨损。运行经验表明,CRGT的磨损主要发生在其导向卡中心区域的孔、韧带区、开口位置,可能导致控制棒的卡棒,甚至引起RCCA落棒时间增加的问题。CRGT通过螺栓与上支撑板连接,同时在螺栓头外部增加锁紧杯,用于防止螺钉松脱。但受水流振动、腐蚀及意外磕碰等因素影响,锁紧杯可能会出现焊缝开裂,甚至脱落等问题,给机组运行安全带来隐患。因此,开展控制棒导向卡磨损测量技术和锁紧杯视频检测技术的分析,开发相应的在役检测技术与装备显得尤为重要。
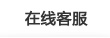
CRGT全长约4 m,由上部导向筒组件和下部导向筒组件构成,通过螺钉固定在上支撑板和堆芯上栅格板上。上部导向筒组件外形为圆柱状,内部包含4层导向卡,两根抗扭棒穿过每层导向卡和盖板并与盖板焊接起来,盖板位于上部导向筒组件顶端,中心有直径为58.5 mm的圆孔,是控制棒驱动杆的运动通道;下部导向筒组件外形为方形,内部包含6层导向卡和1个连续段。CRGT内部几乎为封闭结构,而且相邻CRGT的距离较近(约75 mm),一旦落入异物极难取出。由于CRGT位于反应堆压力容器中心位置,且其下部靠近燃料组件,因此CRGT内部辐射水平极高。上部导向筒组件通过4颗螺钉和上支撑板连接,锁紧杯利用自身变形嵌入4颗螺钉头部,再点焊在上部导向筒组件的安装法兰上,用以防止螺钉松脱。CRGT内外部结构示意如图1所示。
为了将设备坐标系和CRGT自身坐标系对应,便于缺陷描述和后期复检、跟踪,故建立了检测坐标系。
根据CRGT的结构特点,利用上部导向筒组件顶端的盖板上表面作为轴向零点,向下为正方向,设备安装座下表面和盖板上表面保持重合;利用上部筒体的圆柱面作为定心基准,利用抗扭棒伸出盖板的部分作为周向基准,角度方向和CRGT周向角度一致。这样,就可以实现设备和CRGT之间的坐标对应关系。
对于控制棒导向卡的磨损测量,国内外主要有两种方式:超声检测和视频检测。超声检测的测量精度较高,但风险较高;视频检测精度稍差,但风险可控。鉴于CRGT开口小,内部空间大,设备卡涩的后果严重,故选择了视频检测方法。控制棒导向卡磨损测量装置主要有两个自由度,轴向运动和周向旋转,其结构如图2所示。
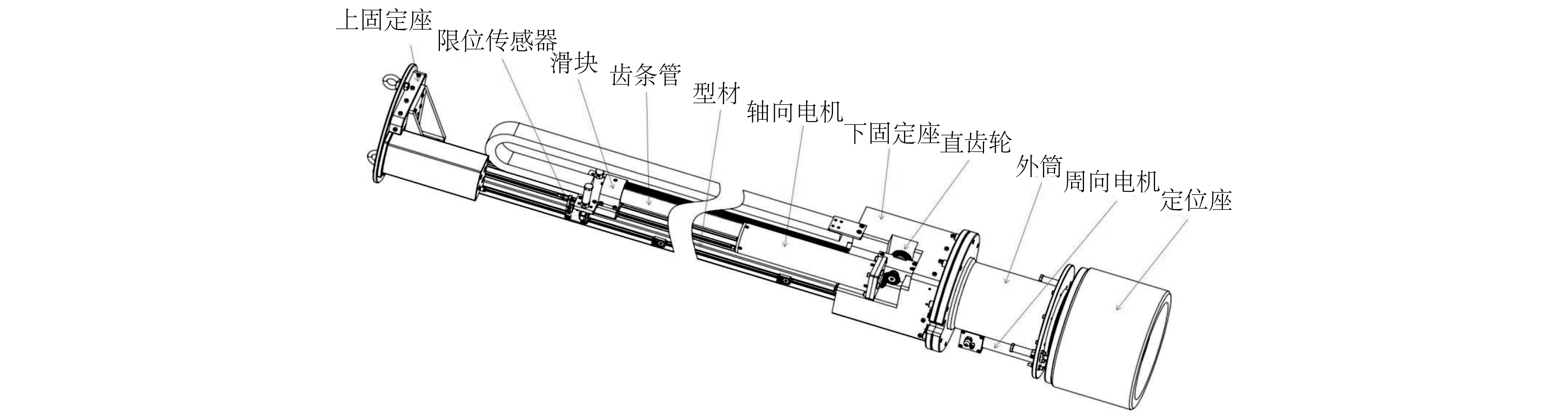
轴向运动机构为视频系统提供轴向运动,由上固定座、限位传感器、滑块、齿条管、型材、轴向电机、下固定座、直齿轮等组成。上固定座和下固定座通过型材连接为一体;限位传感器固定在型材上,为齿条管提供轴向运动的零位;齿条管固定在滑块上,滑块可沿型材长度方向直线运动,与固定在下固定座上的直线轴承组成两点支撑,保证齿条管有足够的刚度;轴向电机、直齿轮固定在下固定座上,直齿轮可通过与齿条管上的齿相啮合,驱动齿条管上下运动;摄像头安装在齿条管内部,通过齿条管的带动沿CRGT轴线方向运动。
周向旋转机构为视频系统提供周向运动,由外筒、周向电机、定位座等组成。外筒、周向电机和下固定座之间固定连接,与轴向运动机构连为整体,内筒和定位座之间固定连接,可相对周向电机旋转;定位座安装在CRGT上,保证了控制棒导向卡磨损测量装置和CRGT之间的坐标对应关系。
对于锁紧杯的视频检测,现有的检测装置主要为手动长杆式设备,检测时不可避免地存在抖动情况,图像质量不佳,且易磕碰,安全性不高。采用自动化检测设备可提高摄像头的稳定性,改善图像质量,也有助于提高检测过程的安全性和可靠性。
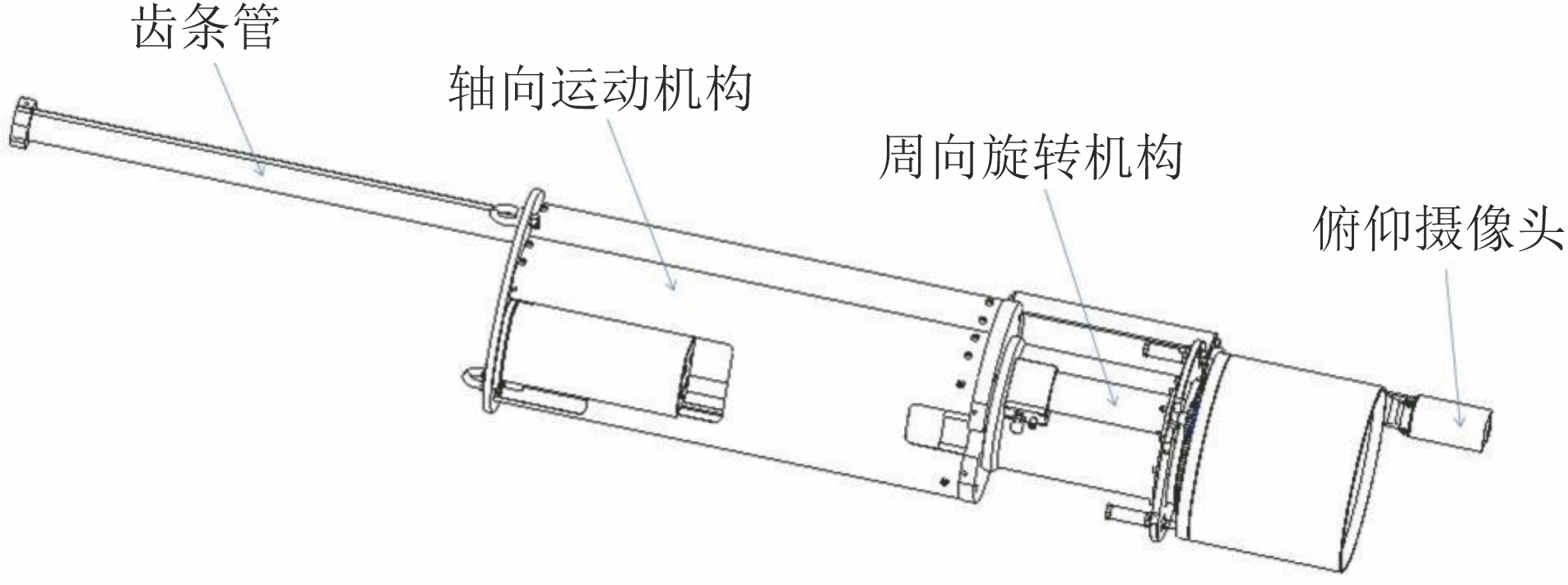
锁紧杯视频检测装置的结构示意如图3所示,该结构和定位原理与控制棒导向卡磨损测量装置类似,区别在于锁紧杯视频检测装置的摄像头位于CRGT外部,可绕CRGT轴线周向旋转,另外,该摄像头还具有俯仰功能,可从不同角度对锁紧杯焊缝进行视频检测。
CRGT导向卡最靠近中心的4个E孔的韧带长度较短(约3.3 mm),最容易在指向中心的方向上被磨穿,从而使导向卡失去导向作用,控制棒脱出,严重时还会引起卡棒或者控制棒损坏等不良后果。因此采取对E孔精确测量,对整体导向卡进行异物检测的方式,如图4所示。

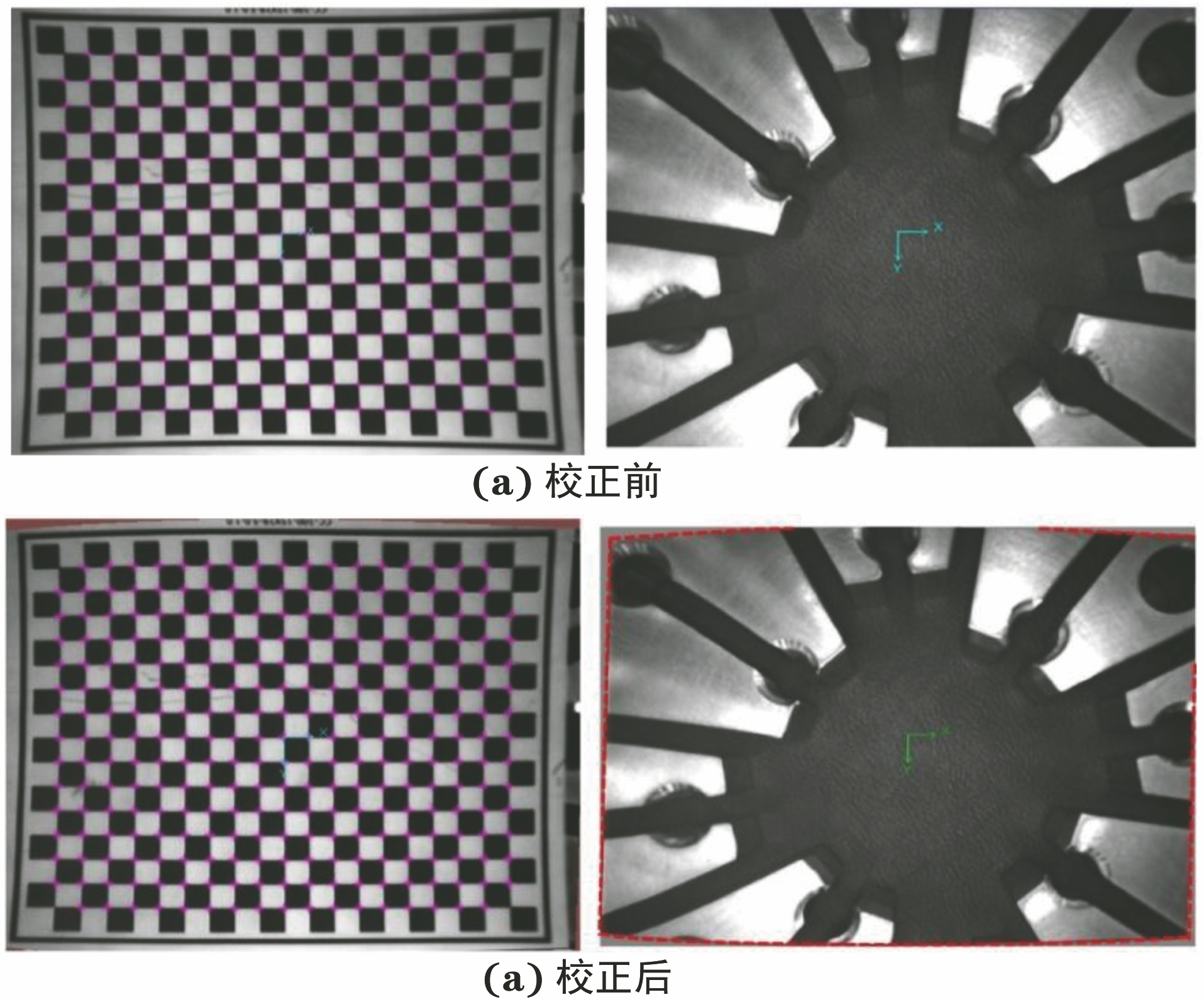
图像采集模块主要利用控制棒导向卡磨损测量装置将摄像头运动至待检导向卡上端的焦距处,进行图像抓取。采集得到的图像需要进行预处理,包括阈值分割、图像去噪、边缘提取、图像校正等操作,以提高图像轮廓识别的精度。由于透镜的形状会引入径向畸变,同时在相机的组装过程中,很难保证透镜和成像平面严格平行,从而引入切向畸变,故需通过棋盘格工具先对相机畸变参数进行校正,确定畸变参数的具体值。相机参数校正完成后,对采集的图像使用上述畸变参数进行调整即可完成图像的校正,减少图像的径向、切向畸变,提高测量精度。相机畸变参数校正前后的图像效果对比如图5所示。
图像测量模块是整个系统的核心,基于某视觉处理平台进行二次开发,使用边缘检测Sobel滤波器、自动测量算法完成导向卡的尺寸测量。Sobel滤波器根据图像上某一像素点周围不同角度的8个相邻位置的像素进行灰度加权差计算,在边缘处计算值达到极值的特点进行检测边缘。该算子对噪声具有良好的平滑作用,能提供较为精确的边缘方向信息,检测效果如图6所示。
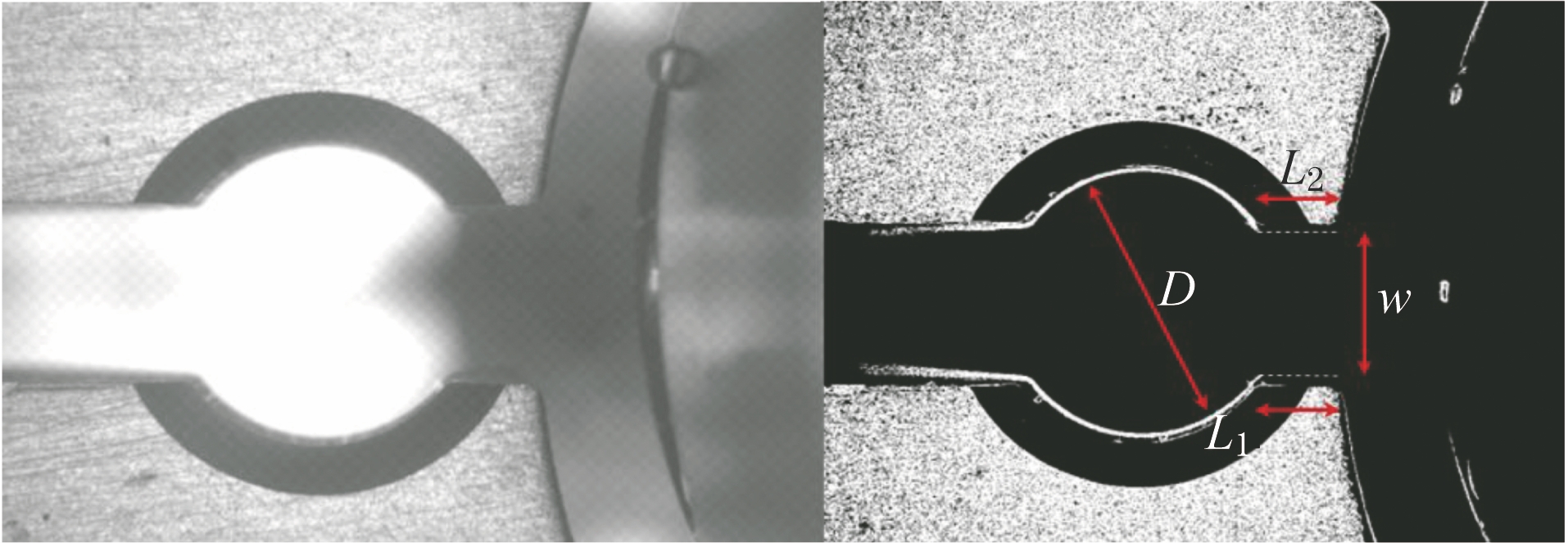
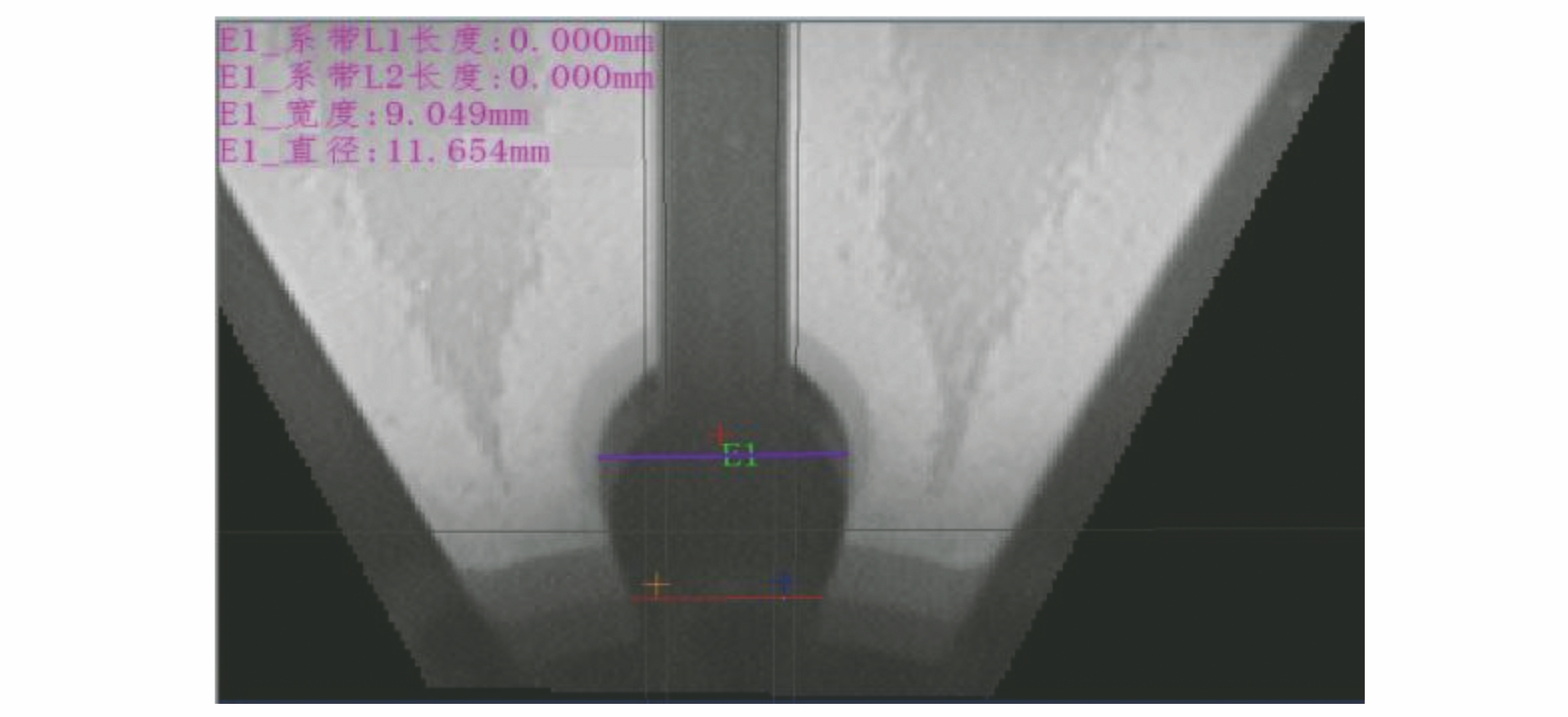
通过上述一系列图像处理方法获取图像轮廓后,再设计特定的算法完成尺寸的自动测量,效果如图7所示。
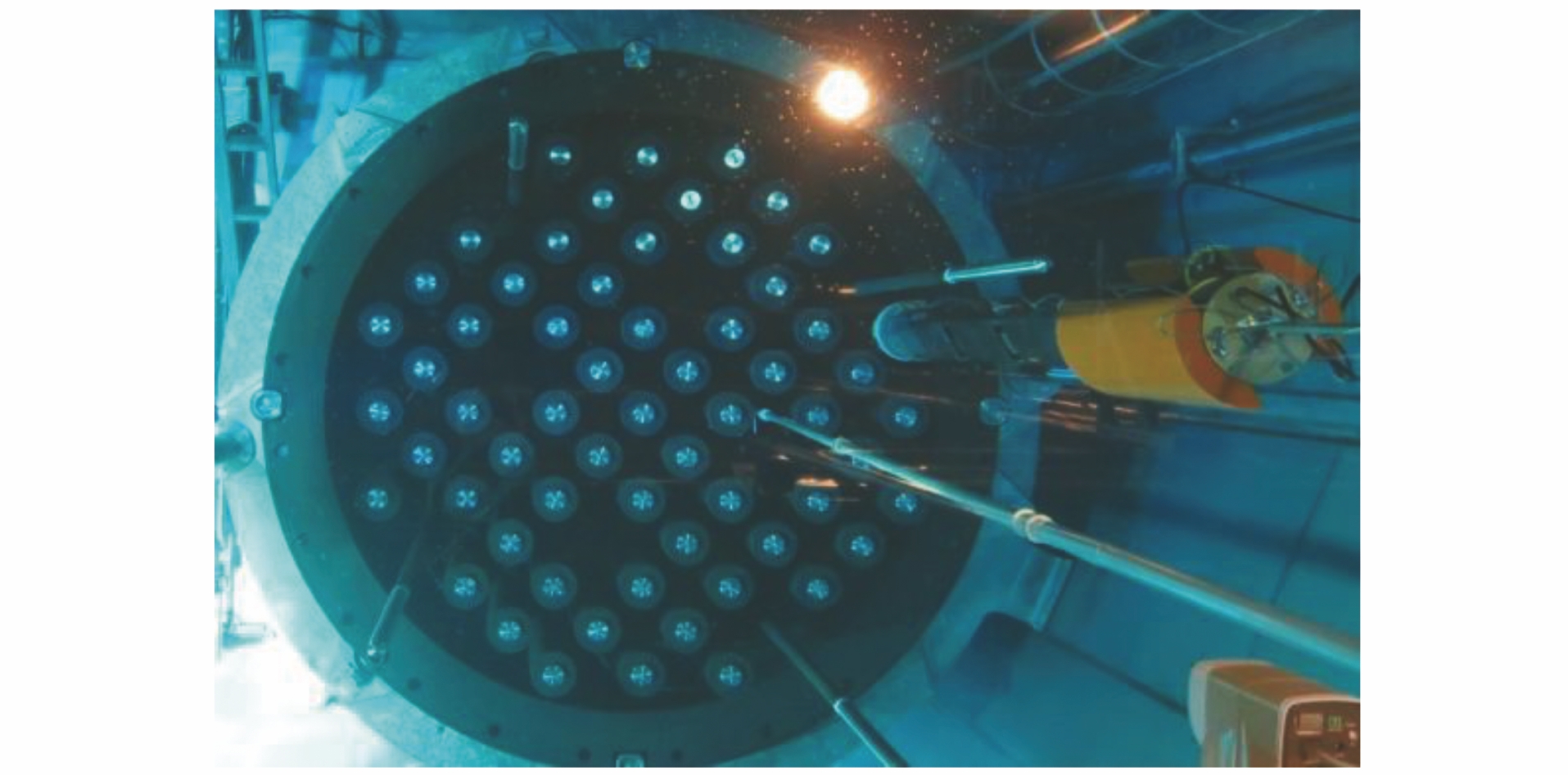
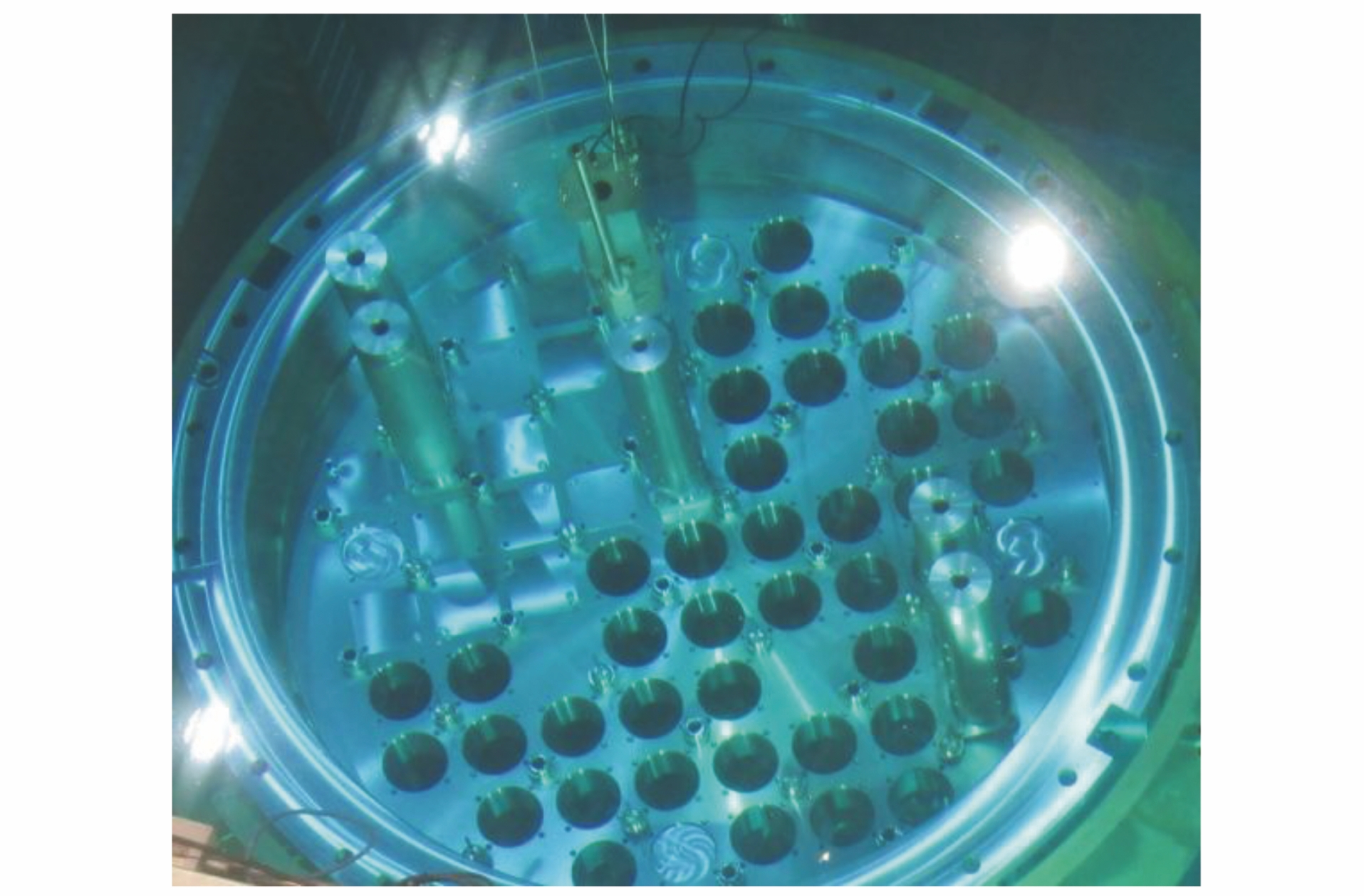
2020年以来,开发的控制棒导向卡磨损测量装置已在4台核电机组中进行了在役检测应用(见图8),发现了多个韧带磨损殆尽的导向卡,其检测结果指导了15根磨损严重的CRGT的更换。
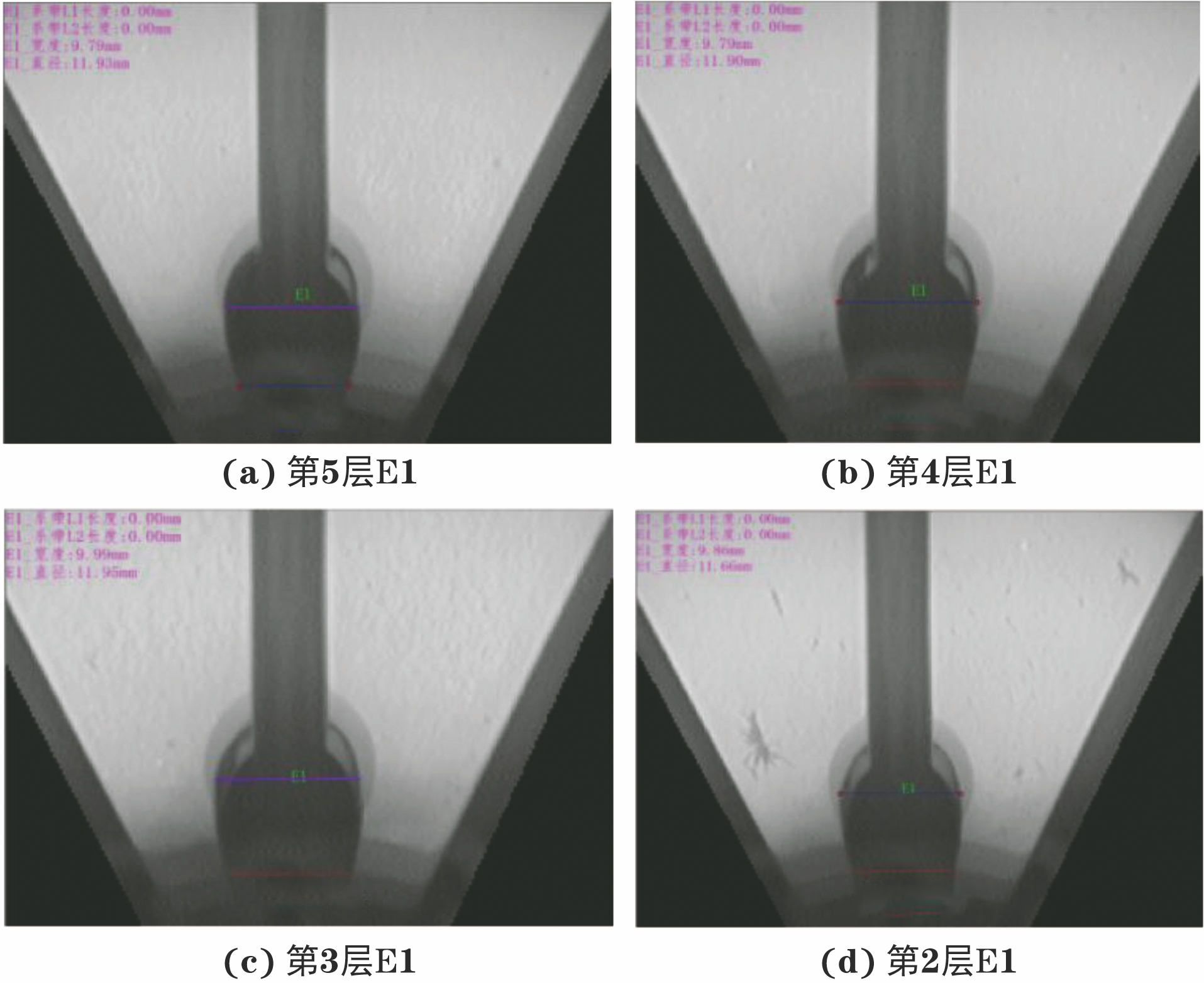
利用控制棒导向卡磨损测量装置对磨损严重的导向孔进行测量,测量结果如图9所示,其中第2~5层导向卡的E1导向孔直径均大于理论直径10.67 mm;左右韧带长度均为0 mm,而理论长度约为3.3 mm;韧带槽宽度均大于理论宽度6.1 mm,也大于控制棒的直径9.7 mm。可以看出,连续4层导向卡的E1孔均出现了严重磨损,且存在控制棒脱出、卡棒风险,需要立即更换。
| 导向卡 | 导向孔 | 导向孔直径 | 左韧带长度 | 右韧带长度 | 韧带槽宽度 |
|---|---|---|---|---|---|
| 第5层 | E1 | 11.93 | 0.00 | 0.00 | 9.79 |
| 第4层 | E1 | 11.90 | 0.00 | 0.00 | 9.79 |
| 第3层 | E1 | 11.95 | 0.00 | 0.00 | 9.99 |
| 第2层 | E1 | 11.66 | 0.00 | 0.00 | 9.86 |
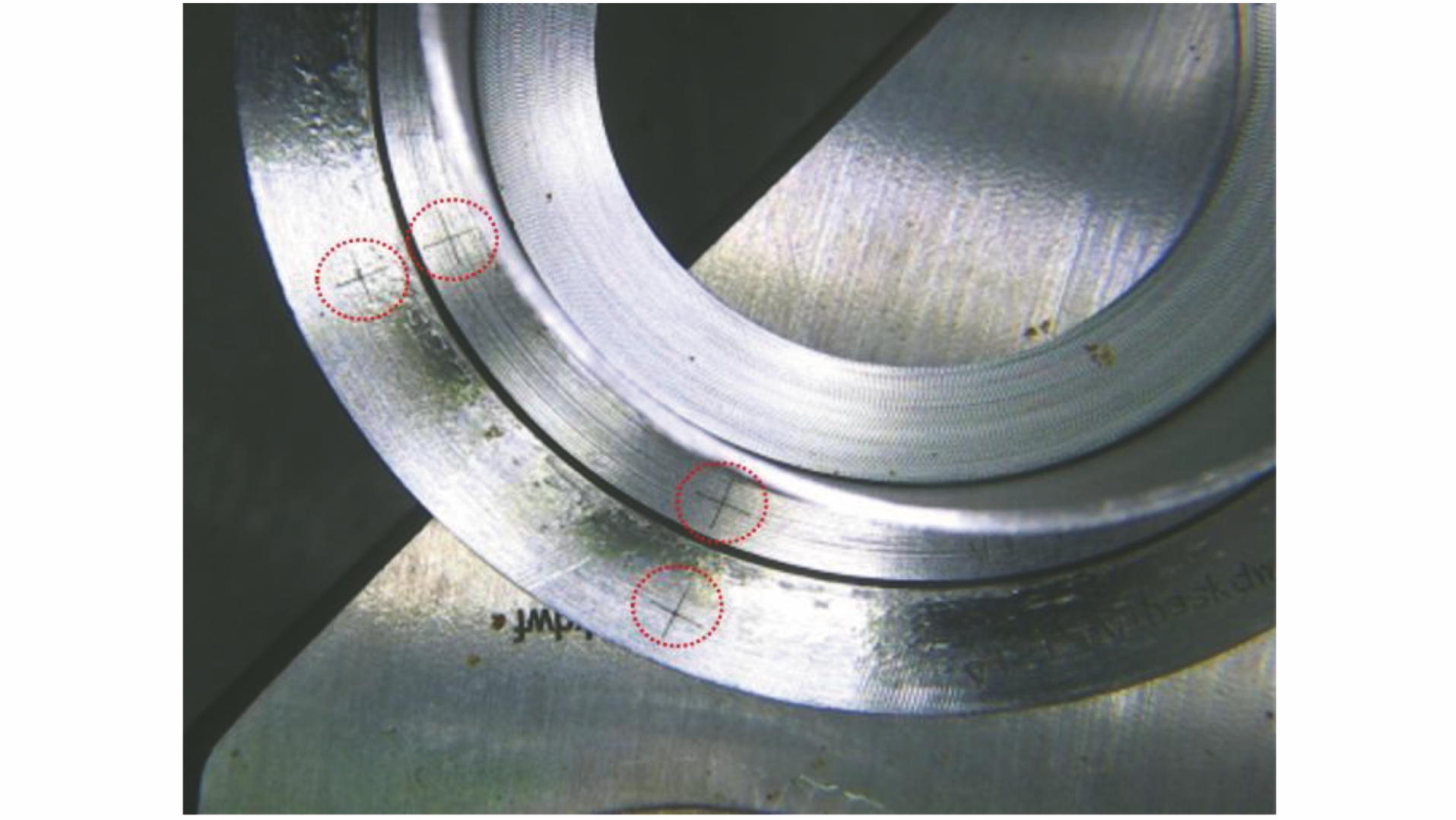
锁紧杯视频检测装置也在相关试块上进行了测试(见图10),取得了预期效果。对放置于水下的锁紧杯模拟缺陷试块进行测试,能够清楚地分辨出宽度为25 μm,长度为2.2 mm的刻槽,表明所采用的技术和工艺能够满足视频检测的要求,测试结果如图11所示。
通过对控制棒导向套筒内外部结构和检测环境的分析,提出了相应的视频检测方案,开发了控制棒导向卡磨损测量装置和锁紧杯视频检测装置,对控制棒导向卡的机器视觉测量技术进行了分析,并成功应用于核电站的在役检测。现场使用和测试验证表明,控制棒导向卡磨损测量装置和锁紧杯视频检测装置能够满足CRGT内外部视频检测的需求,可以为相关CRGT的更换提供技术支撑。
推荐阅读: