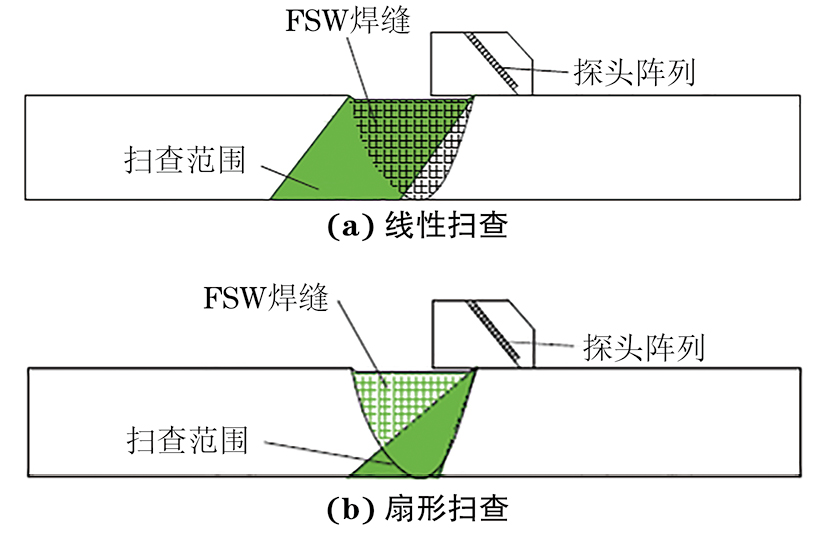
图 1 FSW焊缝线性扫查和扇形扫查示意
编辑:无损检测证书挂靠网 时间:2024-12-07 14:38:40
作者简介:
吴振成(1989—),男,高级工程师,硕士,主要从事航天产品无损检测技术的研究与应用工作
搅拌摩擦焊(Friction Stir Welding,FSW)是20世纪90年代英国焊接研究所(TWI)发明的先进固态焊接技术。相对于传统熔化焊,搅拌摩擦焊具有以下优势:① 焊接过程中材料不发生熔化,从而避免产生传统熔化焊中常见的气孔、凝固裂纹等缺陷;② 热输入量较低,焊后残余应力小、变形较小;③ 焊接过程不需要填充金属,不需要保护气体,没有弧光、烟尘产生,是一种绿色、环保的焊接方法。搅拌摩擦焊特别适用于铝、镁等轻金属材料及异种材料的焊接,目前已在航空航天、船舶、汽车、轨道交通等领域得到了广泛应用[1-3]。虽然搅拌摩擦焊在多个方面优于传统熔化焊,但受自身技术特点及工艺参数选择的影响,仍会产生飞边、表面沟槽、隧道孔、未焊透、弱结合、夹杂、疏松等表面与内部缺陷。对于搅拌摩擦焊焊缝缺陷的无损检测,目前主要采用目视检测、射线检测、超声检测、渗透检测、涡流检测等方法[4-5]。
相关研究资料表明,对于微细紧贴型或形状、方向特殊的缺陷,X射线检测的效果不佳,而超声检测则具有较好的检出能力。刘松平等[6]研究了X射线和超声检测方法对FSW缺陷的检测能力和可检测性,并采用光学观察方法对无损检测结果和缺陷判别方法进行了验证,结果表明高分辨率超声检测对搅拌摩擦焊焊缝微细缺陷有较好的检测能力。杨秋萍等[7]采用A扫加S扫的相控阵超声检测模式对铝合金搅拌摩擦焊焊缝未焊透缺陷进行检测,研究了检测方向和未焊透长度对检测信号的影响,分析了不同未焊透长度相控阵超声检测图像的灰度共生矩阵纹理特性,结果表明在返回边进行扫查时的检测效果更佳,随着未焊透长度的增加,检测信号幅值相应增加。
文章针对航天某型号产品实际研制过程中发现的缺陷,通过多种无损检测方法对缺陷进行检测,最后将缺陷部位切割取样后进行金相分析,综合评判后发现,相控阵超声检测技术可以实现该航天产品搅拌摩擦焊焊缝未焊透及弱结合缺陷的有效检测,为铝合金搅拌摩擦焊焊缝的相控阵超声检测技术的工程应用提供了参考。
相控阵超声检测技术采用多阵元的阵列式传感器,通过软件控制阵列探头的每个晶片,基于延时法则来控制超声信号的发射和接收,结合相位控制技术实现干涉声场以及纳秒级的阵元延时精度,最终通过对超声信号的分析处理实现检测信号的图像化显示,能方便地对缺陷信号进行分析,相比传统超声检测技术具有高灵活性、高精准性等特点[8-10]。工业上采用相控阵超声法进行焊缝检测时,一般采用线性扫查、扇形扫查的方式,如图1所示。
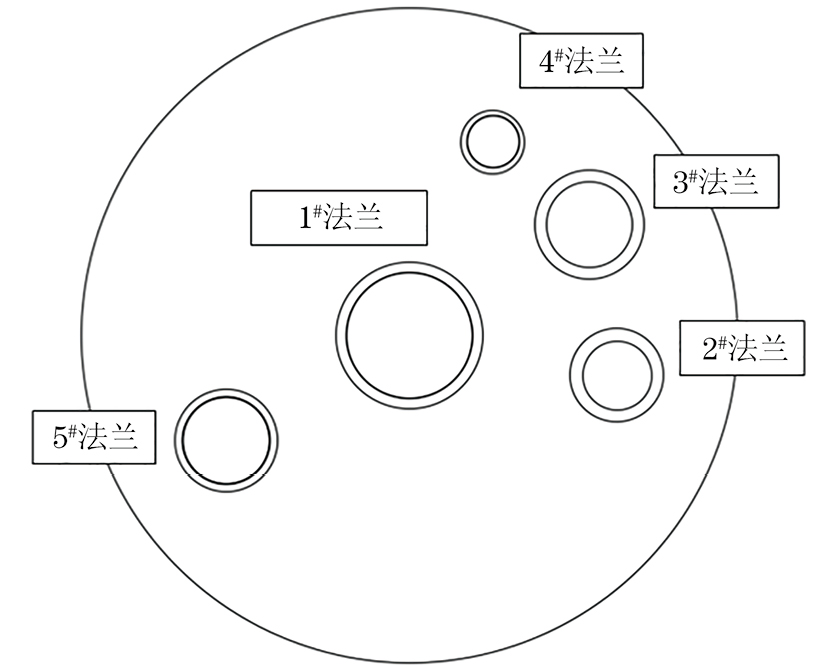
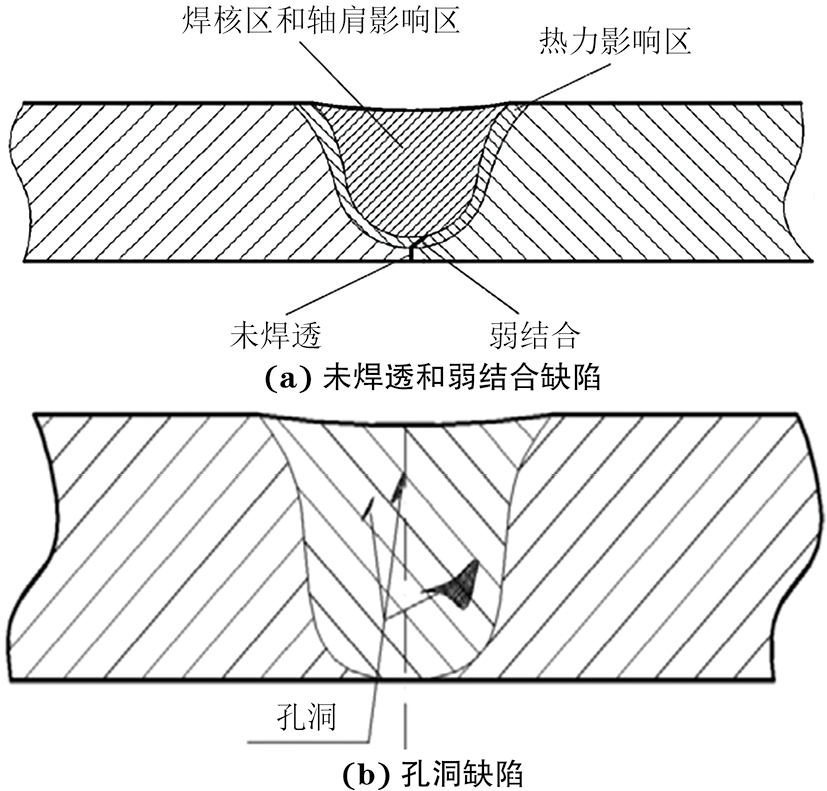
运载火箭某型号贮箱箱底产品结构示意如图2所示,其法兰和圆环母材的连接采用搅拌摩擦焊焊接工艺,材料为2219铝合金,焊缝厚度为4.0~4.5 mm,焊缝宽度为10 mm,焊缝已去除飞边且内外表面打磨平整,根据委托方要求需要对1#~5#搅拌摩擦焊法兰焊缝部位进行着色渗透检测、相控阵超声检测和射线检测,以确保焊缝外表面和内部不存在裂纹、未焊透、孔洞型缺陷等验收技术条件不允许的缺陷。搅拌摩擦焊接头典型缺陷如图3所示。
着色渗透检测试验采用溶有着色染料的渗透剂施加于焊缝表面,在毛细作用下,渗透剂会渗入到表面开口的细小缺陷中,清除附着于焊缝表面上的多余渗透剂后再施加显像剂,缺陷中的渗透剂在毛细作用下重新被吸附到焊缝表面上,形成放大了的缺陷显示(可目视观察)。因为相控阵检测过程中施加的耦合剂会残留在焊缝上,有可能会堵塞表面开口缺陷,所以一般着色渗透检测工序安排在相控阵超声检测工序之前。
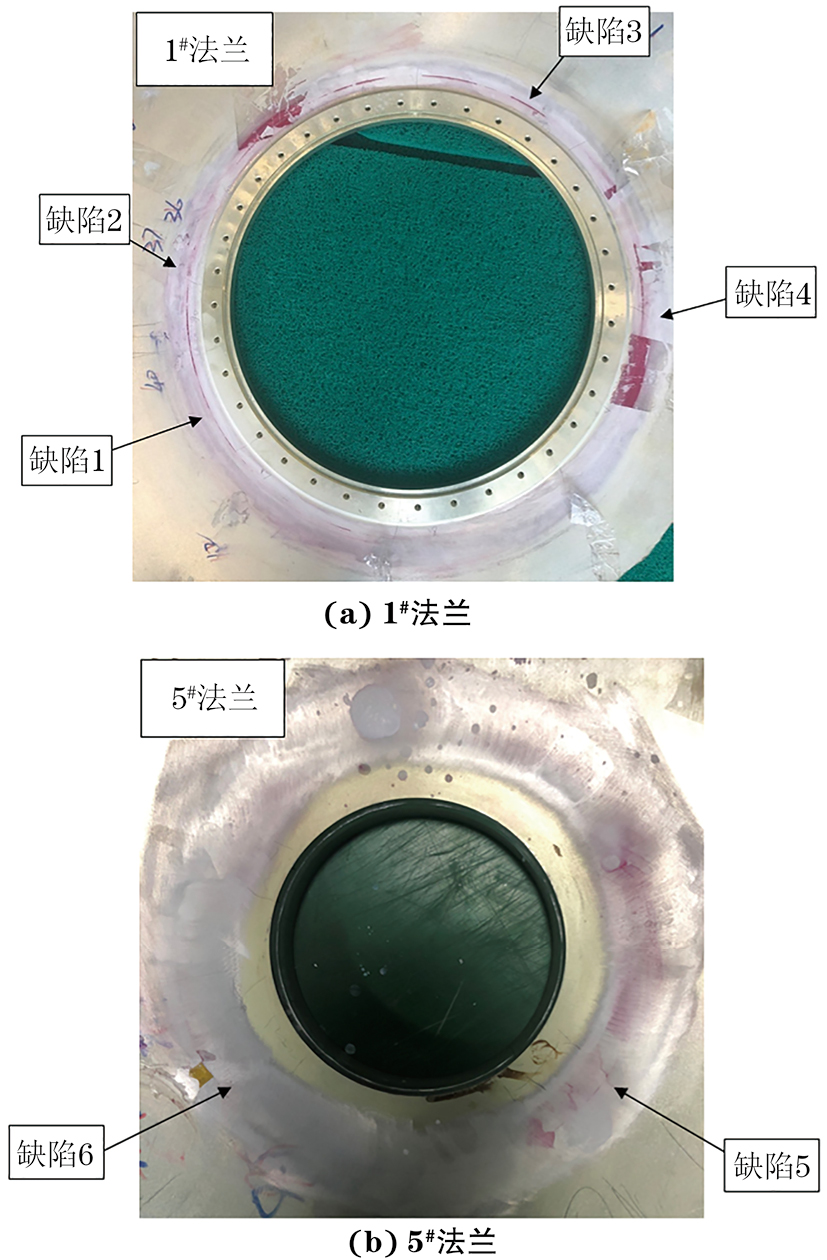
对产品上的5条法兰环焊缝进行着色渗透检测,渗透剂、显像剂、清洗剂型号分别为核级CZ-RS-H、CZ-BX-H、CZ-XS-H。检测发现1#,5#法兰内表面存在多处红色线性缺陷显示,外表面未发现超标缺陷,其他法兰焊缝未发现缺陷图像,缺陷显示图像如图4所示。对缺陷长度进行测量,结果如表1所示。
| 缺陷序号 | 长度/mm | 测量误差/mm |
|---|---|---|
| 1 | 300.5 | ±1 |
| 2 | 121.0 | ±1 |
| 3 | 302.0 | ±1 |
| 4 | 149.5 | ±1 |
| 5 | 50.0 | ±1 |
| 6 | 53.0 | ±1 |
分析着色渗透检测结果,认为在焊缝内表面存在开口缺陷,所以检测后可以目视发现存在明显的红色线性缺陷图像显示。
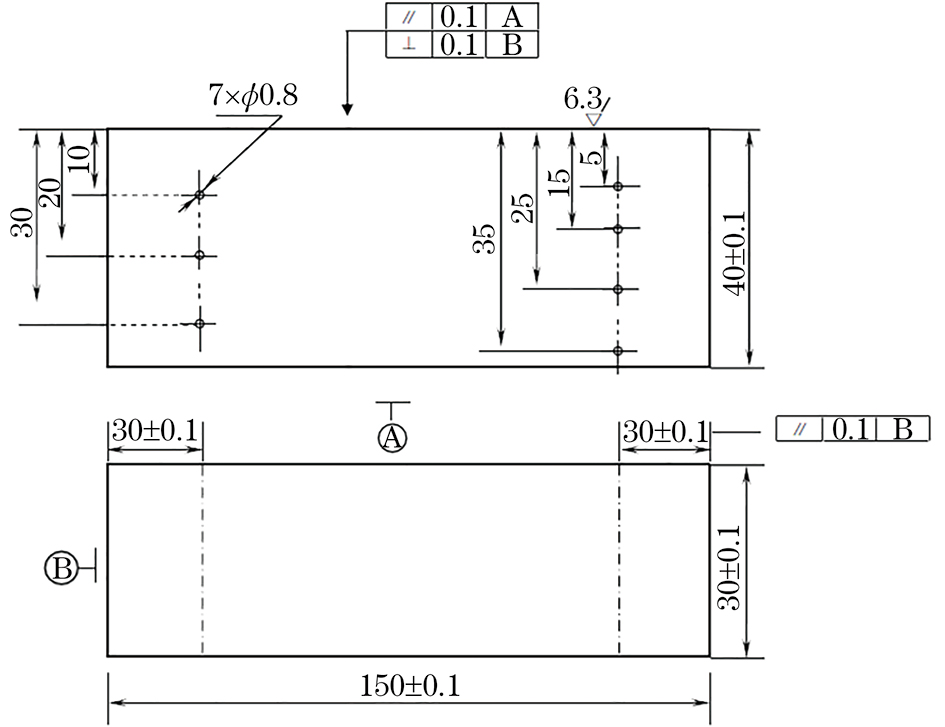
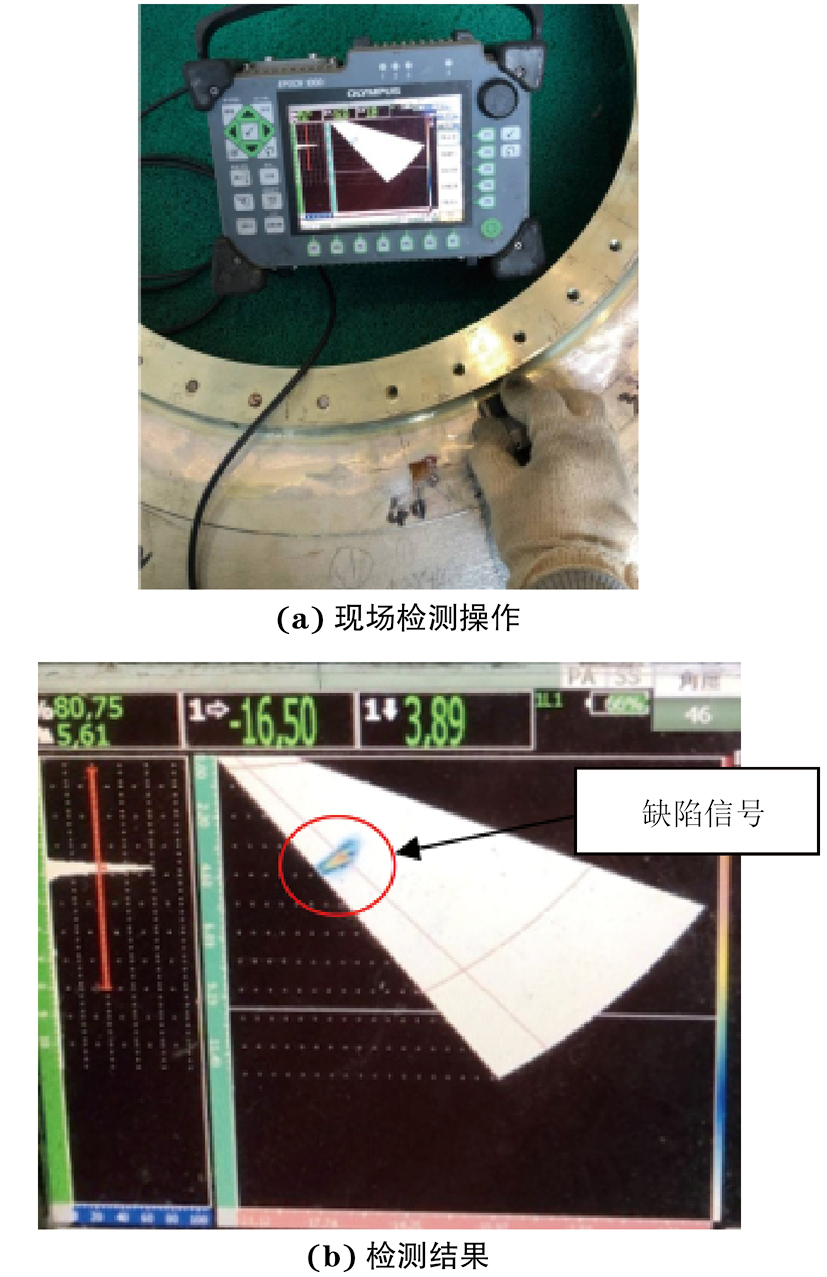
对1#~5#法兰焊缝进行相控阵超声检测,采用OLYMPUS 1000i相控阵超声波检测仪,探头型号为10L32(10 MHz,32晶片),角度为30°~70°横波扇形扫查,显示方式A扫+S扫查,单面双侧检测焊缝。对比试块材料采用与该产品同样牌号的2219铝合金,尺寸(长×宽×高)为150 mm×30 mm×40 mm,其上加工了ϕ0.8 mm的横孔,对比试块尺寸示意如图5所示。
选取对比试块上埋深为5 mm的通孔作为基准反射体,通过调节相控阵探头,找到基准孔的A扫描反射波峰值,再通过调节“增益”,将该反射波高调节至满刻度的80%,检测时表面补偿增加3 dB。用调试好的检测参数对5条法兰焊缝进行检测(从圆环外部检测),现场检测及检测结果如图6所示,分别在1#和5#法兰处发现多处超标缺陷。
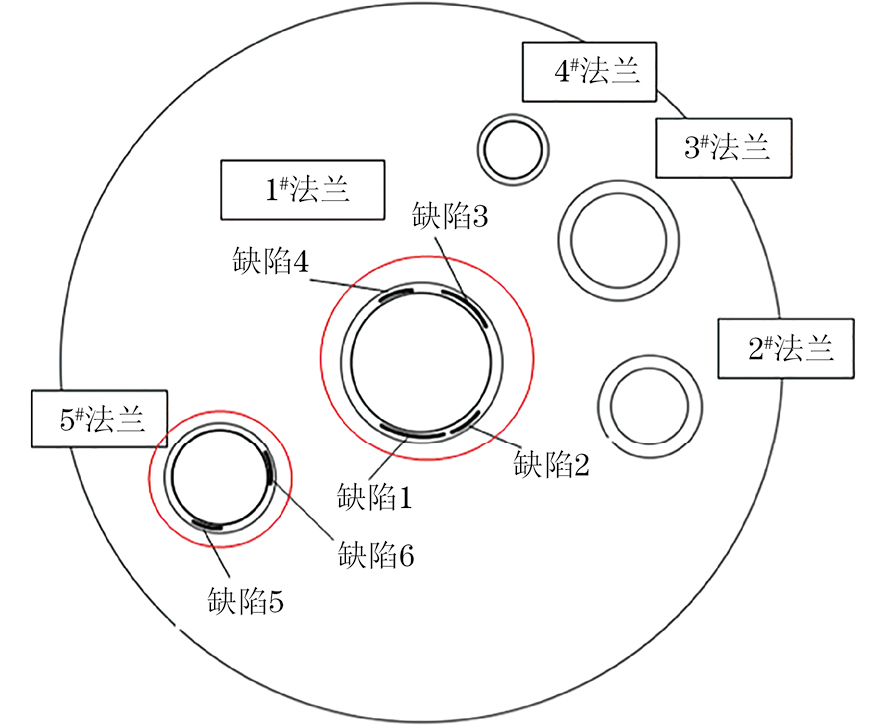
根据A扫和扇扫检测图像可以很直观地发现焊缝部位存在超标缺陷,对超标缺陷进行定位定量,结果如表2所示,产品上的缺陷分布示意如图7所示。
| 缺陷序号 | 埋深/mm | 幅度 | 长度/mm | 测量误差/mm |
|---|---|---|---|---|
| 1 | 3.89 | ϕ0.8 mm+14.4 dB | 305.0 | ±1 |
| 2 | 3.51 | ϕ0.8 mm+7.6 dB | 302.5 | ±1 |
| 3 | 3.51 | ϕ0.8 mm+11.9 dB | 308.0 | ±1 |
| 4 | 3.89 | ϕ0.8 mm+11.5 dB | 156.0 | ±1 |
| 5 | 3.53 | ϕ0.8 mm+13.5 dB | 55.5 | ±1 |
| 6 | 3.58 | ϕ0.8 mm+7.5 dB | 58.0 | ±1 |
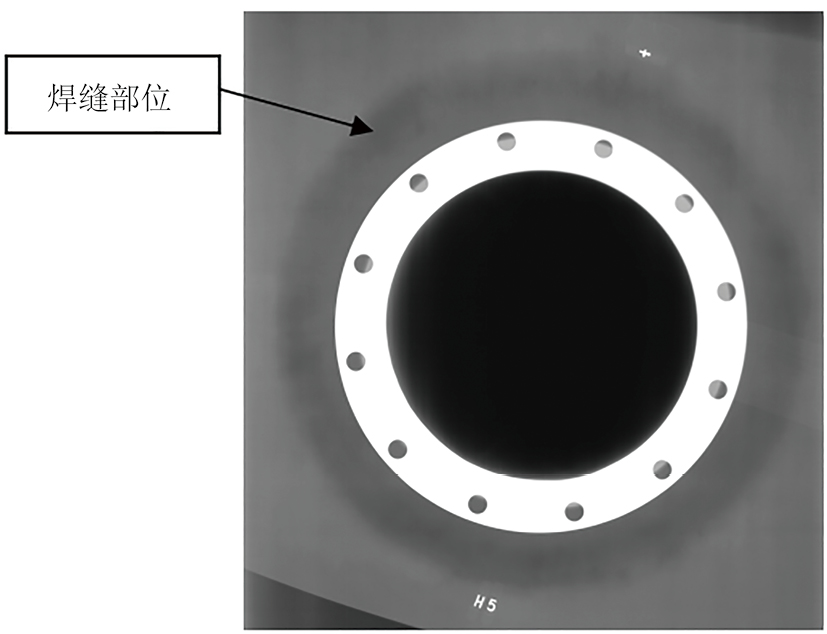
对5条法兰焊缝进行X射线胶片照相检测,检测时采用便携式X射线机,胶片型号为AGFA C7,按照GJB 1187A—2019《射线照相检测》A级标准进行检测,对焊缝底片进行评定,未发现存在超标缺陷,1#法兰焊缝射线检测底片如图8所示,5#法兰焊缝射线检测底片如图9所示。
3种无损检测方法的检测结果表明,射线检测未发现缺陷,着色渗透检测和相控阵超声检测均发现1#和5#法兰存在缺陷,对比两种方法的检测结果,缺陷位置能一一对应,但尺寸存在部分差异,原因为着色渗透仅能检测出表面开口缺陷,无法有效检出未开口缺陷,缺陷两端存在非开口延伸的可能,所以缺陷长度可能较相控阵超声的结果略短。即,相控阵超声能够更好地对缺陷进行定量表征,方便地检测出缺陷深度并给出缺陷当量尺寸。
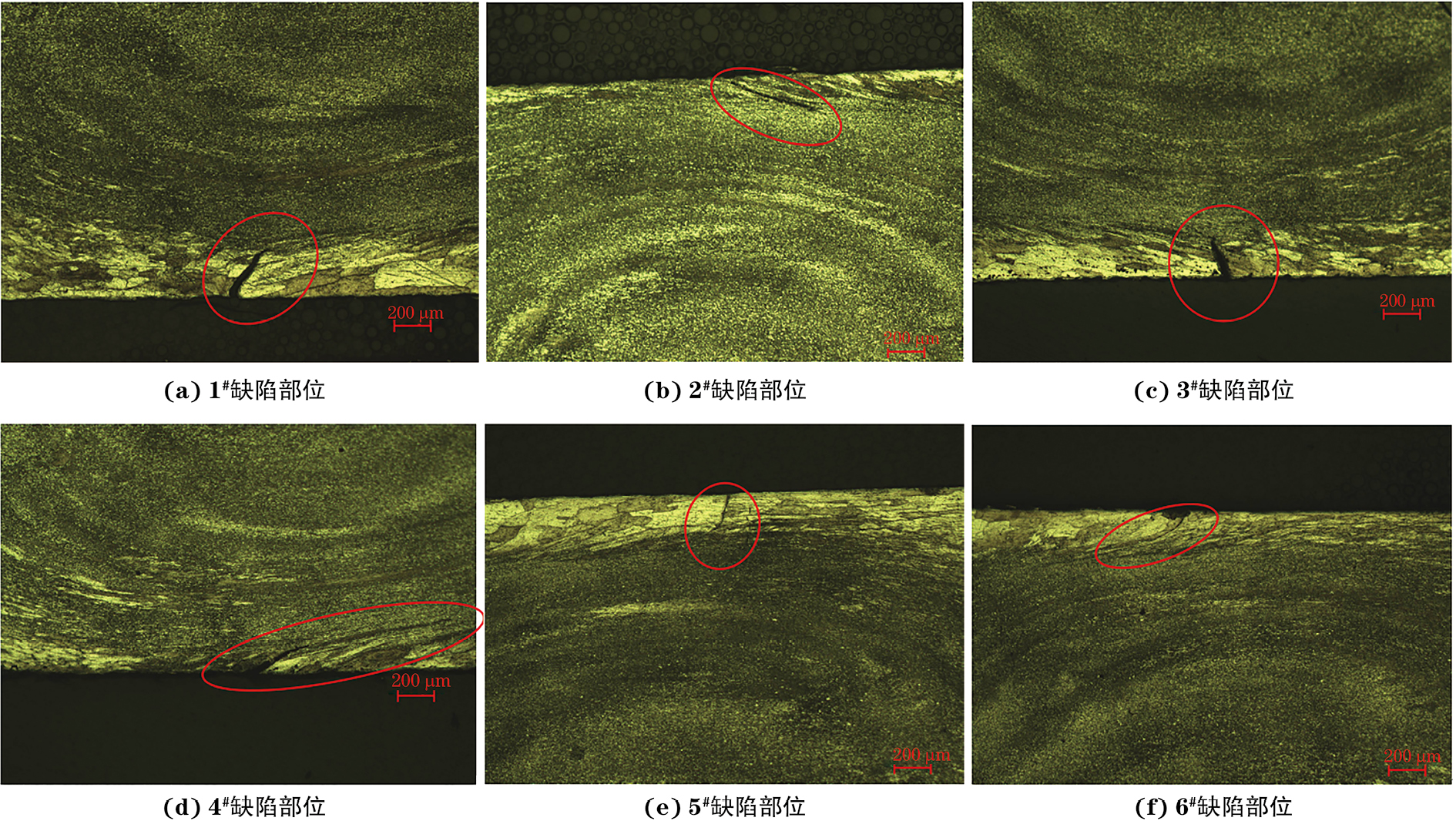
根据无损检测结果,将发现超标缺陷的1#法兰和5#法兰从型号产品上割除(不破坏焊缝),法兰外圈向外侧延伸250~300 mm,选取不同埋深和尺寸的缺陷进行局部取样开展金相显微组织分析,得到的缺陷形貌如图10所示。
根据所截取的搅拌摩擦焊焊缝接头的截面形貌,可以发现截取的6处不同位置的焊缝接头的组织形貌均存在根部缺陷,总体缺陷开口宽度不大于80 μm,深度不大于271 μm,测量得到的缺陷信息如表3所示。
| 缺陷序号 | 缺陷深度/μm | 缺陷开口宽度/μm | 测量误差/μm |
|---|---|---|---|
| 1 | 271.1 | 50.4 | ±0.1 |
| 2 | 211.4 | 0.5 | ±0.1 |
| 3 | 227.6 | 50.6 | ±0.1 |
| 4 | 162.4 | 81.3 | ±0.1 |
| 5 | 180.4 | 12.5 | ±0.1 |
| 6 | 175.2 | 5.6 | ±0.1 |
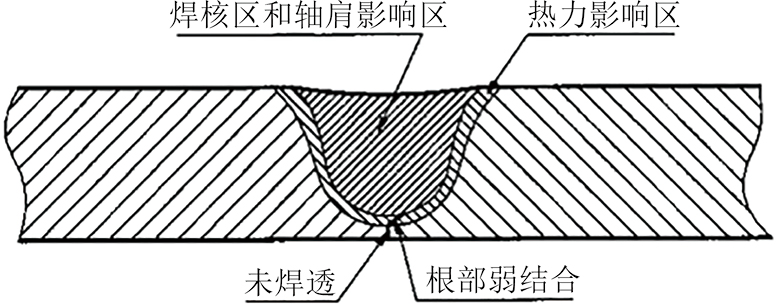
由标准QJ 20043—2011《铝合金中厚板搅拌摩擦焊技术要求》可知,根部弱结合为在焊缝根部塑性变形区域产生的被连接材料间紧密接触但未形成有效结合的焊接缺陷。根部弱结合与未焊透常伴随存在于搅拌摩擦焊接头根部区域,如图11所示。对微观形貌进行比对分析,可以看出1#,3#,5#的缺陷相似,比较符合未焊透缺陷特征;2#,4#,6#的缺陷相似,比较符合根部弱结合特征。
未焊透缺陷是指搅拌摩擦焊接过程中母材金属没有完全进入接头根部造成的缺陷。该缺陷的主要产生原因是:搅拌针长度与焊接板厚度不匹配,以及顶端力和工艺参数偏小造成产热不足。
弱结合缺陷是搅拌摩擦焊的焊接工艺参数选择不当,使得焊缝中的热输入量不足,焊缝中的材料流动不充分,部分材料只是由于塑性变形而紧贴在一起形成紧贴型缺陷,其连接强度远远小于正常焊接状态。根部弱结合主要是搅拌针长度不足或搅拌头的压入深度不足造成的。
(1)相控阵超声检测技术可以有效实现搅拌摩擦焊焊缝根部未焊透和弱结合缺陷的检测,能够测量缺陷的深度和长度,是一种有效的检测手段。
(2)射线检测法对于表面及近表面微小缺陷的检测效果不佳,着色渗透检测法对于焊缝表面开口的未焊透及弱结合缺陷有很好的检测效果,但是不适用于表面非开口缺陷的检测,存在缺陷漏检的风险。
(3)针对搅拌摩擦焊焊缝的特殊性,在焊后开展相控阵超声检测可以弥补其他无损检测方法的局限性,以避免缺陷漏检。