作者简介:
刘雨(1988—),男,工程师,主要从事民航飞机大修中的无损检测工作
碳纤维增强聚合物基复合材料(CFRP)具有高比强度、高比刚度、耐腐蚀、抗疲劳性能好、可设计性强、便于整体成型、易加工等优点[1],在民航客机上的使用率较高。受制造工艺、成型工艺及加工工艺的影响,复合材料内部易出现分层、空隙、夹杂、脱黏等缺陷,特别是在服役过程中,CFRP的近表层易出现冲击损伤(鸟击、冰雹等造成)。如果不能及时地检出这些缺陷并采取补救措施,缺陷将发生扩展,最终导致CFRP制件失效,造成经济损失甚至人员伤亡,因此,复合材料的无损检测至关重要。另一方面出于降低复合材料使用成本的目的,对其进行可靠的修理是非常有必要的。
复合材料维修中有多种影响其结构强度的因素,如损伤层数、修理材料、修理工艺、损伤直径、损伤深度、挖补斜率(坡面与板平面夹角)、附加铺层搭接尺寸等。目前复合材料修理主要采用胶接的方式,其按照母板与补片的构型又可分为贴补法和挖补法。笔者使用3种挖补法修理工艺来制作试件,再用超声检测法对试件分别进行A扫,B扫,C扫,验证超声检测对复合材料修理区域的检测有效性,并分析检测结果以探讨其修补质量,进而改善修理工艺。
超声波在介质中沿直线传播,当介质中存在缺陷或异常时,超声波会发生反射和透射,能量也随之变化,根据接收到的超声信号的特点,可以对被检工件进行质量评定。
1.1 延迟块探头检测技术
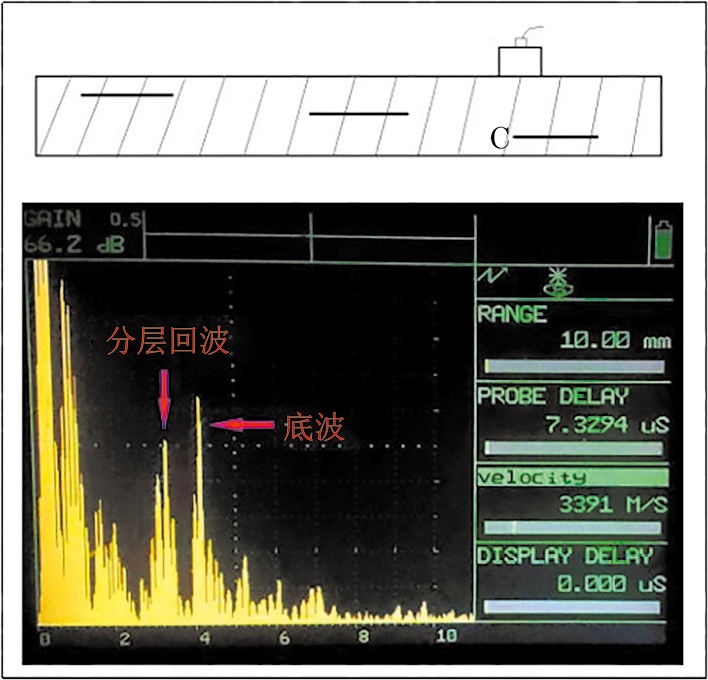
超声直探头常匹配脉冲反射法对被检工件进行检测。其检测原理是在被检工件的一侧放置一个直探头,该探头既作为发射探头又作为接收探头。当被检工件中有缺陷时,超声波传播至缺陷处会发生反射和透射,反射的超声波被探头接收,形成缺陷回波。在直探头与工件之间,插入与复合材料声阻抗基本相匹配的延迟块(如有机玻璃),可以在一定程度上抑制上表面界面波,减小检测盲区,更好地发挥直探头的检测优势[2]。
1.2 相控阵超声检测原理
相控阵超声的基本原理来源于相控阵雷达技术,相控阵超声探头由多个晶片按一定的规律分布排列(通常是线阵列),通过软件可以单独控制每个晶片的激发时间,从而控制发射波束的形状和方向,实现超声波束的扫描、偏转和聚焦[3]。
2. 挖补修理原理
挖补修理是一种打磨去除复材板的损伤部位,然后再补以新材料的胶接修理方法。去除损伤的方式可以采用阶梯形和斜面形。挖补法是一种较先进的修理方法,适用于修理面积较大、情况较严重的损伤,对于修理曲率较大或有气动外形要求的表面具有一定的优越性,而且该方法具有以最小的质量增加,最大限度地恢复结构强度的特点,特别适用于民用航空器上的复合材料修理。
复合材料挖补修理按照补片成型技术可分为干法和湿法修理两类。干法修理补片采用预固化好的复合材料层压板(也可以是钛、铝、不锈钢等合金制作的金属配板)黏接在母板上,在补片与母板间形成薄层胶黏剂界面,其优点是补片制备容易,内部质量高(对复合材料补片而言),施工简单,一般适合于平面或曲率较小的结构。湿法修理是指在结构的损伤区域铺设一定层数和取向的预浸料或手糊浸透纤维织物(具体由设计确定),通过共固化使补片一次成型,而使结构恢复使用功能的修补方法。湿法修理的优点在于其不受损伤结构曲率大小的限制。
挖补修理按固化温度分为室温固化修理和热固化修理。其中室温固化修理是指清除损伤后,进行湿铺贴,然后在室温下固化的修理方式。为了加速固化,减少固化时间和得到较高的修理质量,一般使用适当的加热手段,即热固化修理,但同时由于在补片局部区域加热,造成整个复合材料结构热分布不均,修理结构中会存在残余应力[4]。
3. 试件制作
3.1 修理区域试件制作
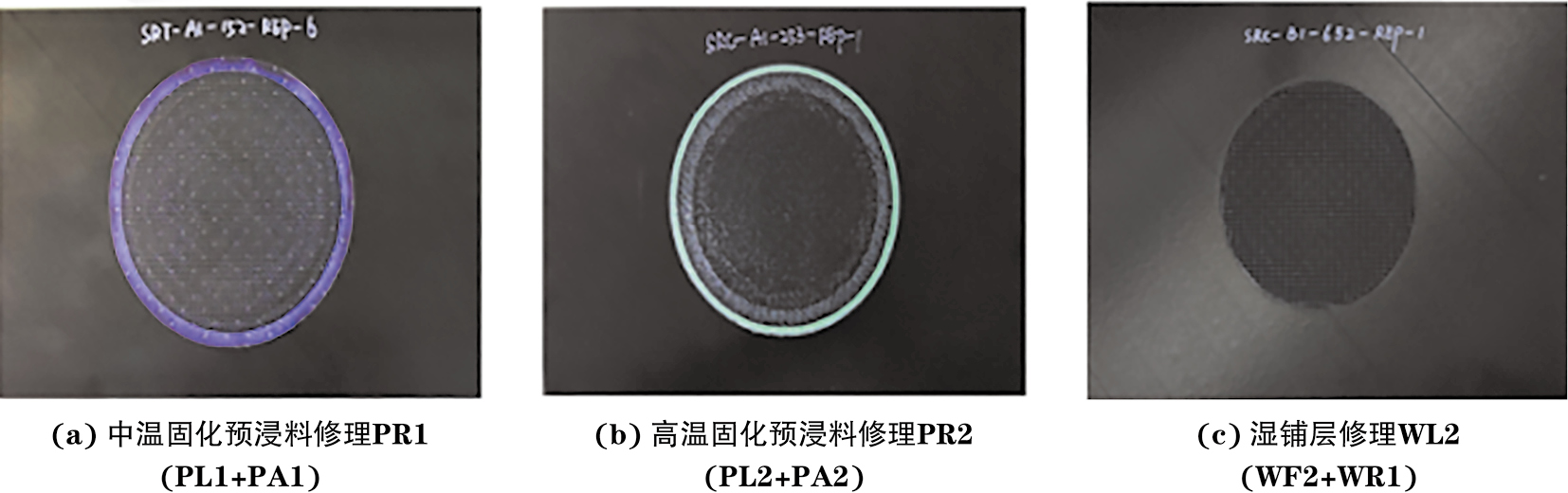
笔者按照湿法阶梯形挖补热固化修理工艺对模拟损伤的复合材料层压板的损伤区进行修理,采用的3种修理工艺及试验材料数据如表1所示,每种工艺再根据不同的挖补斜率、附加层数、附加搭接尺寸来制作试件,总共制作了180张试件。试件板材采用热压制备工艺,制备压力为0.6 MPa,最高温度为130 ℃,材料为东丽T300型编织预浸料,采用层叠铺层方式,层数为16层,厚度约为3.2 mm,外形尺寸为700 mm×200 mm(长×宽)。3种试件的普通光学相机影像如图1所示。
3.2 含分层缺陷修理区域试件制作
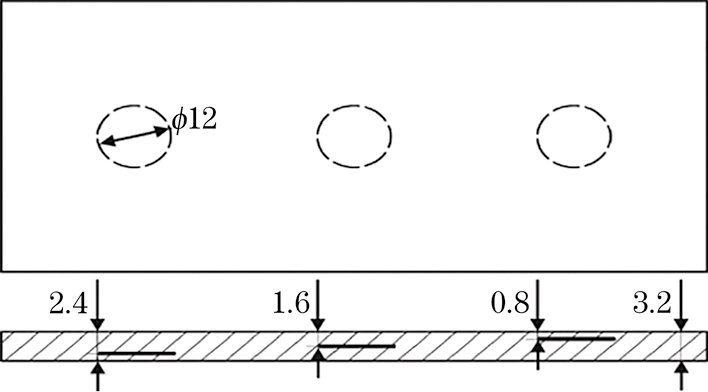
设计制作含分层缺陷的CFRP层压板,制备工艺和3.1节相同,层数同为16层。其尺寸为200 mm×100 mm(长×宽),于内部不同深度处埋入3个直径为12 mm的聚四氟乙烯薄膜制备分层缺陷,埋深约为2.4 mm(12层),1.6 mm(8层),0.8 mm(4层),缺陷尺寸及分布如图2所示。
制作完成的试件实物如图3所示,该试件用于A扫,B扫,C扫检测时的设备校准。
4. 检测过程
4.1 A扫检测
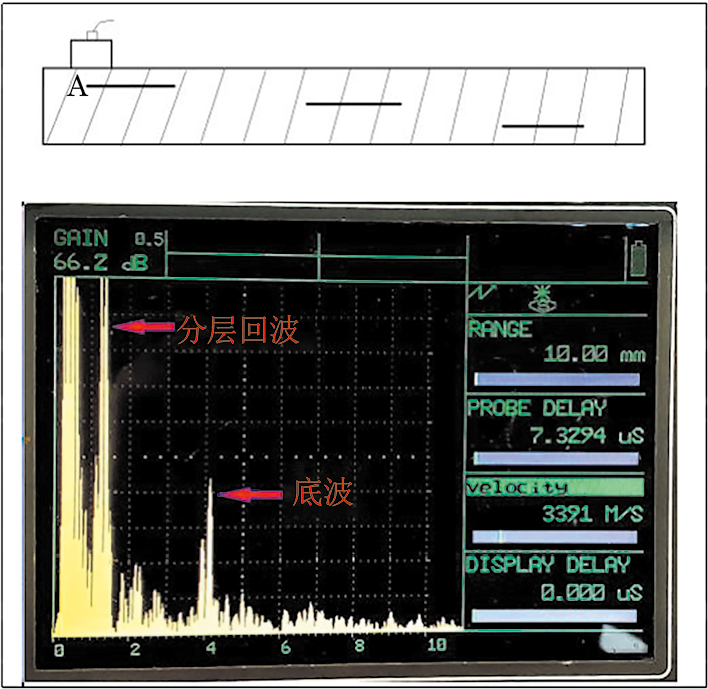
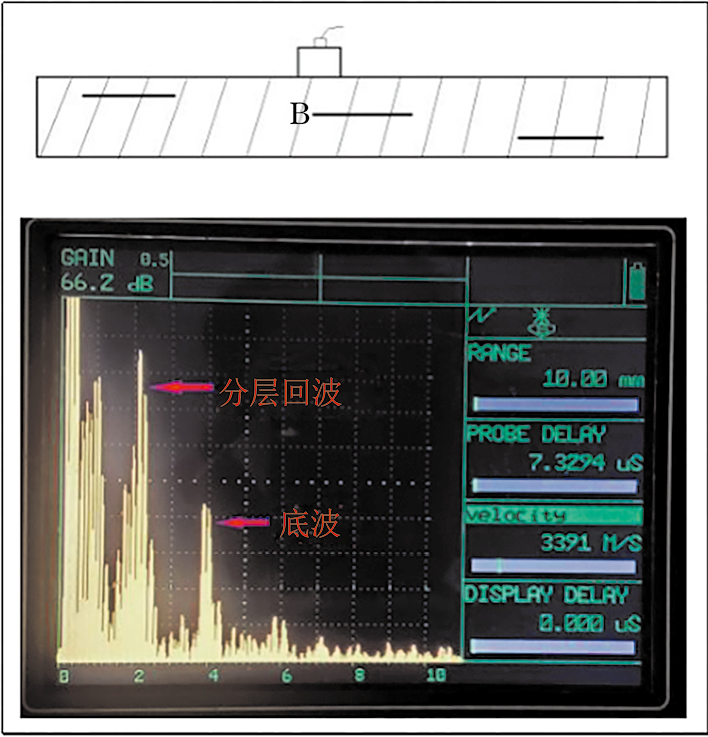
超声A扫检测采用的是频率为5 MHz,带有延迟块的直探头,超声检测设备型号为USN60,该系统可以分辨图2试件中的3个缺陷。试件制作完成后实际的厚度约为4 mm,以1∶1定标,试件底波出现的位置就设置在显示屏时基线4.0的位置,其A,B,C处的分层显示如图4~6所示。
调校完设备后,对3.1节制作的试件进行检测,试件为16层的复合板材,厚度约为4 mm,先在靠近修理区的地方找一个完好的点位,以此点为参考点调节设备增益使波幅达到80%满屏幕高度(FSH),修理区域试件实物如图7所示。
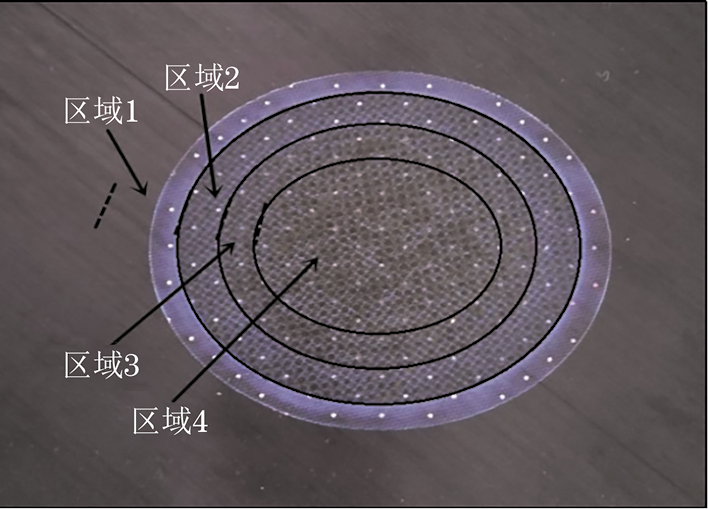
试件的修理区域目视检查呈现出3个明显的分区(见图8),每个区域可以看作为一个均匀的区域,在划分好的一个区域内并确认完好的情况下,不改变增益,各点底波波幅起伏不大,所以可以对于每个试件进行分区检测。为了探索修理区对声速的影响,对于每个检测完好的试件,记录其每个分区内底波波幅达到80%FSH时的最大增益值(见表2),表2中显示的是试件1的其中一组数据。
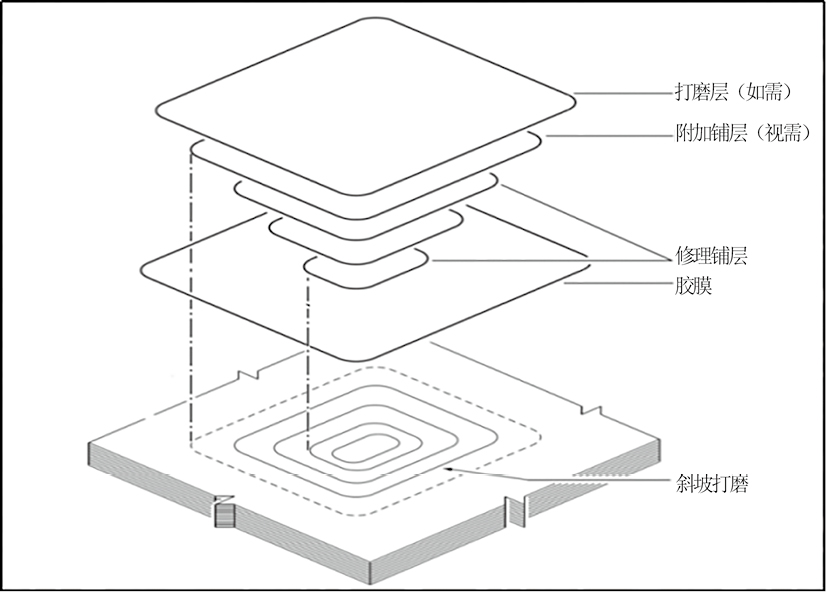
对所有完好的试验板材,未修理区底波波幅达到80%FSH时的增益各不相同,对数据进行处理,处理后的试件A扫dB值如表3所示。修补区的中心区域无斜率等其他因素的影响,具有相同的修补厚度与足够大的平面,最能体现修补材料和修补工艺对声能的影响。通过对比表3中(A1~A4)的值可看出试件3的修补区对声能的衰减最小。试件3修补区的声学性能和原材料更接近,有利于超声检测,由于3种试件的修理工艺和修理材料组合是固定的,所以无法判别是材料还是修理工艺对超声检测结果产生了影响。同时分析数据可知,在超声检测过程中,试验板材附加层数和附加铺层搭接尺寸对结果影响不大。试件修理过程示意如图9所示。
4.2 B扫检测
使用OLYMPUS OMNISCAN MX2型检测仪来进行B扫检测,采用OLYMPUS XAAB-10280(ARRAY3.5L64-64X7-NW1-P-6-OM)型探头,对设备进行调节。
此次B扫检测采用水耦合的方式,使用2种方式来施加水:一种为用喷壶将水均匀喷洒在复合材料表面,但是由于试件修理区表面比较粗糙,耦合效果欠佳;另一种是把复合材料层板放在水中利用水浸法扫查,此方法耦合效果更好,检测效率更高。试件未损伤区域和损伤区域的B扫描显示如图10,11所示。
4.3 C扫检测
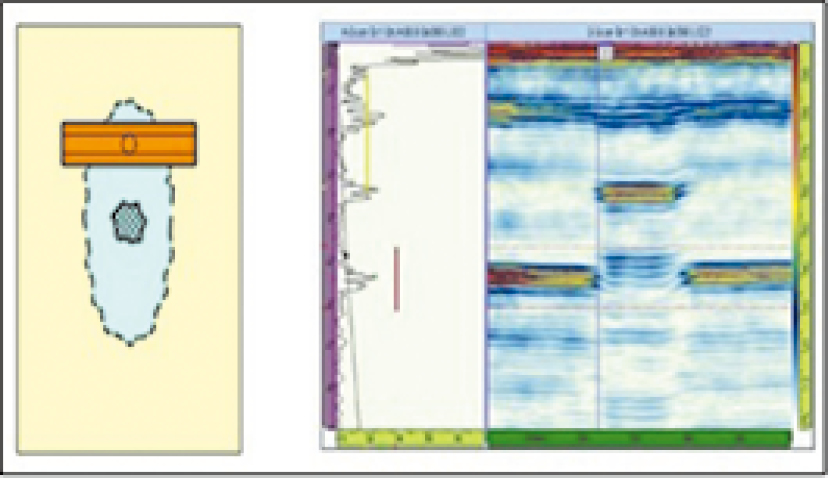
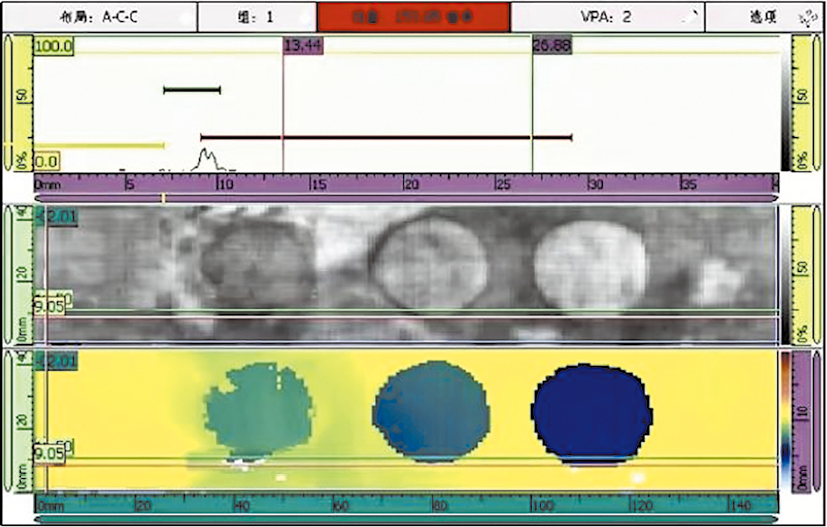
使用滚轮探头可实现对复合材料的快速C扫描检测,滚轮探头具有耦合效果好、推行阻力小、扫查图像清晰等优点[5]。笔者使用OLYMPUS OMNISCAN MX2型检测仪进行C扫检测,使用声纳的滚轮探头,探头型号为WP2-5MHz-64E,其频率为5 MHz,晶片数量为64。对设备进行调校,设置适合检测CFRP板材的参数。含分层缺陷试件的超声C扫描显示如图12所示。
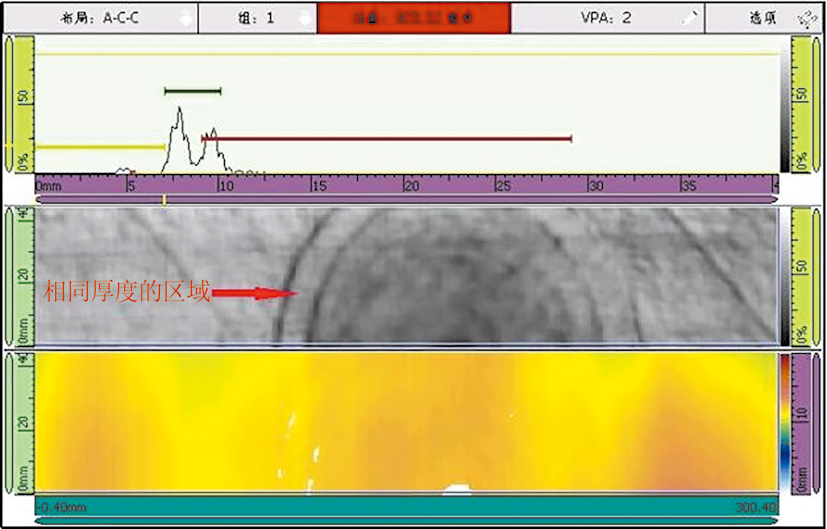
修理区厚度相同区域的C扫描显示如图13所示,可以看出修理区有明显的颜色变化,修理过程中铺层清晰可见。分析其原因,修理区表面欠光滑导致滚轮C扫时耦合效果差,修理区内部的涂胶不均匀及复材内部孔隙率的问题导致C扫图像中颜色变化;而未修理区颜色均匀,图像清晰,耦合效果更好。当使用滚轮探头C扫检测复材板修理区域时,会有很多异常显示,此时应查看修理区域的图纸,排除修理本身造成的影响(如铺层边缘,铺层厚度等)。对于修理区可使用A扫和滚轮C扫相互结合的方式来检测,先用C扫检测得到修理区的图像,对照修理图纸,在相同厚度的区域内发现异常变化后,再对该区域做A扫检测,此时可以在该厚度的完好区域校准设备,对异常区域做检测。
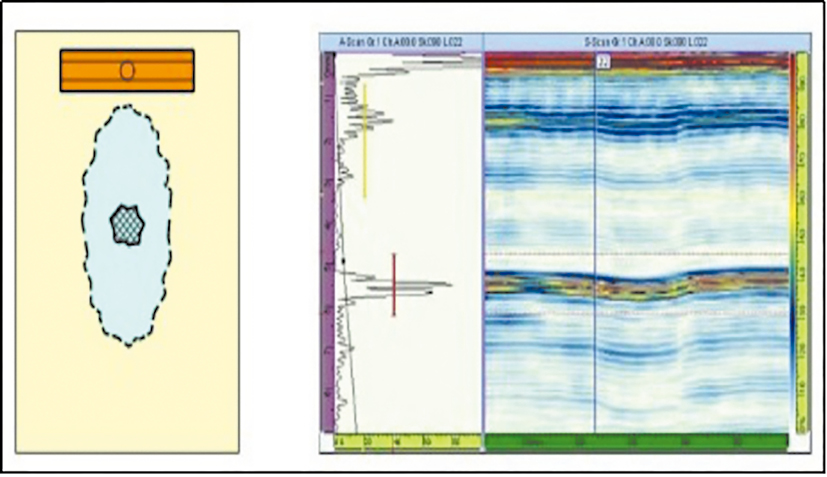
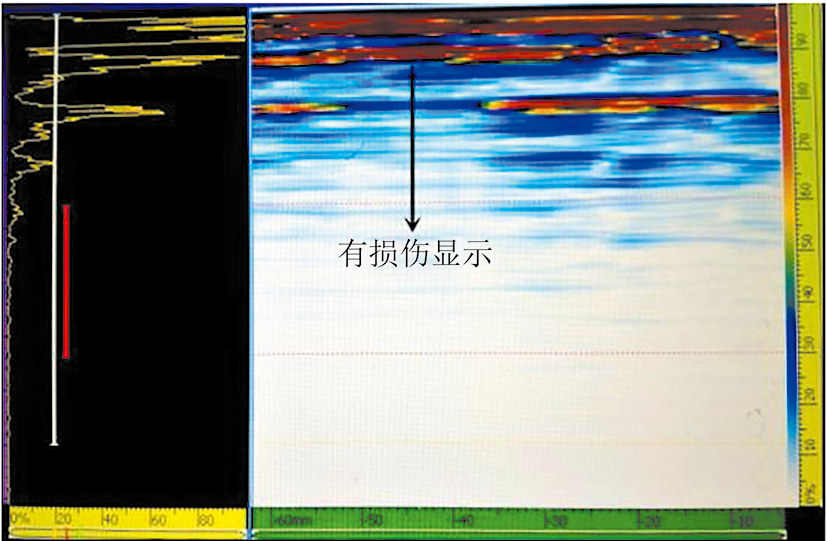
完成对180块试件的检测后,结果发现只有一块试件有明显的分层缺陷显示,其结果如图14所示。该试件经敲击复验,也可以听出异常声音,可见试验中的3种修补工艺都具有很高的可靠性。
对未发现问题的试件进行拉伸破坏试验,通过与无损伤板对比得出,中温修理的板材强度恢复得最好,高温和湿铺层板材强度恢复情况一般,高温修复会产生热损伤,湿铺会产生溢胶,空隙率偏高。对比不同挖补斜率的试验板材得出,挖补斜率为1/50的板材强度恢复较好,挖补斜率越小修理强度越高[4]。在实际修理中应该根据损伤区域相对母材的大小来选择合理的挖补斜率。
5. 结语
(1) 复合材料修理区域相对原板材属于异常区域,修理区域的缺陷检测较为困难,特别是较小的修理区无法做到有效地检测;对于较大的修理区,可以根据修理区的结构分区进行检测;可使用C扫与A扫相结合的检测方法来对复合材料修理区进行有效地检测。
(2) 复合材料层板修理区受工艺及操作不规范的影响,可能会造成涂胶不均匀与孔隙率增加等问题,使得C扫图像出现很多非相关显示,影响缺陷判别。故修理过程中应涂胶均匀,打磨光滑,以减少影响超声检测的不利因素。
(3) 文中的3种复合材料修理方法对声能的衰减是不同的,衰减从大到小依次为高温固化预浸料(PL2+PA2)修理工艺、中温固化预浸料(PL1+PA1)修理工艺、湿铺层(WF1+WR1)修理工艺。所以,湿铺层(WF1+WR1)修理工艺更利于超声检测的实施,缺陷检出更为灵敏。
(4) 所提3种修理方式都有很高的可靠性,其中使用中温固化预浸料(PL1+PA1)修理并采用小斜率挖补的复合板材修理区强度恢复得最好。