图 1 超声声束的传播、合成和偏转示意
编辑:无损检测证书挂靠网 时间:2024-12-04 17:39:12
作者简介:
王善鸿(1975—),男,工程师,主要从事铁路机务设备的管理工作,包括机车检测、检修
机车车轮在运行过程中,长期受交变应力作用,轮辋部位容易形成周向辋裂或径向裂纹,需要进行周期性的无损检测作业。机车轮辋检测多采用常规超声检测(UT)技术,但常规超声探头入射角度单一,声束覆盖范围小,扫查效率低。近年来,铁路行业对提质增效的要求越来越高,相控阵超声技术逐渐应用于车轮检测中[1-2]。相控阵超声检测(PAUT)技术通过特定排列的小晶片阵列,配合相控阵电子单元,精确控制每个小晶片的脉冲激发和回波信号接收处理,可实现不同虚拟孔径组合,不同声束角度偏转与不同声束聚焦,从而大幅提高检测的效果和效率。
在无损检测过程中,仪器、传感器、工件材料、工件形状、缺陷位置、缺陷形态、环境温度、人员操作水平等因素均会对检测结果的一致性、可靠性造成影响,因此,基于上述检测过程变量进行无损检测可靠性分析是近年来一个研究热点[3-4]。POD(缺陷检出率)分析是无损检测可靠性分析中的一种方法,无损可靠性分析基于可靠性工程,最早起源于20世纪60年代进行的飞机零部件缺陷可靠性研究[5]。POD的计算需要大量的检测数据,早期的研究多采用试验手段获取POD数据,具有效率低、成本高的缺点。后来,欧美国家纷纷建立了相关计算模型,对POD进行数值模拟,并进行了粗晶材料不同缺陷尺寸检出率的确定、裂纹表面粗糙度对检出率的影响等一系列研究。国内对无损可靠性的研究起步较晚,通过试验、数值模拟也取得了一定的研究成果。
无损检测证书挂靠网分享的这篇文章主要通过数值模拟的方法,结合机车轮辋实际周向、径向缺陷分布情况,对比分析了UT和PAUT检测对不同尺寸缺陷检出率的影响,说明了PAUT多角度扫查相比UT单角度扫查在提高缺陷检出率上更具优势,为机车轮辋探伤体系中超声检测工艺可靠性的研究提供了理论依据。
根据声波的物理特性,超声波探头晶片越小,由于衍射效应和声波能量的分散,发射的超声波声场扩散角越大。常规超声检测为保证足够的灵敏度和声束指向性,通常选择尺寸较大的晶片,其声束传播方向是预先设定的。相控阵探头则采用特定排列的多个晶片阵列,每个晶片尺寸足够小。相控阵电子单元通过特定时序的激发规则激发每个小晶片,使各小晶片发射的超声波束在空间叠加合成,从而获得声束波阵面叠加偏转的效果,超声声束的传播、合成和偏转示意如图1所示。超声声束波阵面遇到目标后产生的回波信号到达各阵元的时间也会存在差异,相控阵电子单元按照回波到达各阵元的时间差对各阵元接收信号进行延时补偿,然后相加合成,从而得到准确的声束偏转后的回波信号[1]。
POD分析是采用统计学的方法,对不同因素下检测到的大量离散结果进行分析,并建立函数来表示相关参数之间的关系与置信区间(如检测信号与缺陷尺寸之间的关系),并根据信号的概率分布计算每一缺陷尺寸对应的检出概率进而生成检出概率曲线,从而得到对应检测过程变量下特定类型不同尺寸缺陷的检出概率与置信度。
POD分析所需要的大量数据可通过试验测得,也可以通过理论建模仿真模拟获得。笔者主要对比机车轮辋的UT和PAUT两种检测工艺的POD差异,其他检测过程变量相同。因此,采用仿真模拟法对比UT检测和PAUT检测对不同尺寸、深度、取向的周向、径向缺陷进行检测时的POD差异。仿真模拟结果记录为“signal response”(信号响应)模式,即记录每个仿真结果的信号响应幅值。假设信号响应幅值(或其对数)与缺陷尺寸(或者其对数)成线性关系,通过线性关系预测的信号响应幅值与实际值之间存在随机性误差,该误差应满足一个与缺陷尺寸无关的标准正太分布。当信号响应幅值不小于检测工艺要求的检出信号阈值表示为缺陷检出,阈值线与概率密度函数所围区域的面积即为该缺陷尺寸对应的POD,信号响应型数据POD计算原理如图2所示,图中Adec为检测工艺要求的检出阈值,POD(a1)和POD(a2)为缺陷尺寸为a1和a2时的检出率。为保证POD结果的可靠性,输入信号响应样本量不得少于30组。当采用同样的工艺多次重复检测同一个缺陷时,缺陷位于计算的POD范围内或者范围外均是可能的,因此还需要对POD的可信程度进行量化,一般采用置信度(Confidence Level)来描述。通常选取95%置信度下的POD作为参考指标,即POD(conf.)=POD(95%);选取90%概率和95%置信度检出缺陷尺寸作为衡量检测工艺的指标,即a90/95.
(1)模型建立
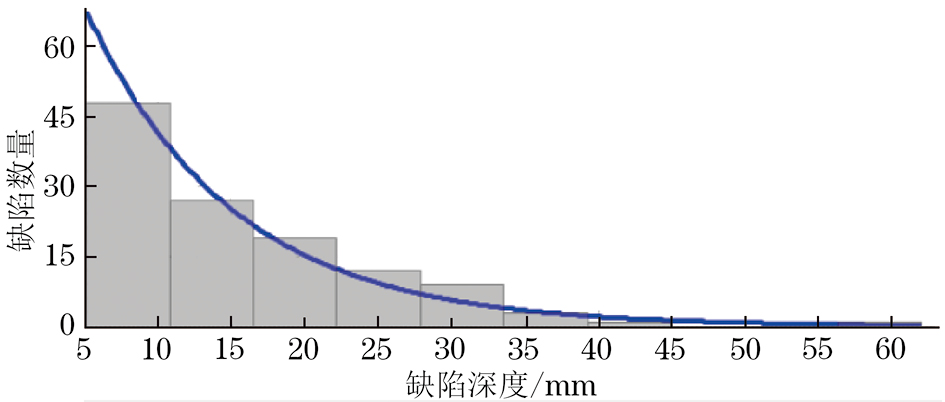
根据机车轮辋历史检出周向缺陷深度、取向进行POD仿真模拟。目前机车轮辋周向缺陷对比人工缺陷一般为ϕ3 mm 横通孔,ϕ3 mm 横通孔当量对应ϕ2~3 mm平底孔。因此,仿真缺陷采用直径为0.8~5 mm的6种不同尺寸的平底孔,以模拟不同当量大小的周向缺陷。机车轮辋踏面以下0~30 mm部分是应力集中区域,为缺陷高发区,统计的历史检出由浅到深的周向缺陷数量呈指数降低,因此,所建立仿真模型的缺陷数量-深度分布曲线如图3所示。
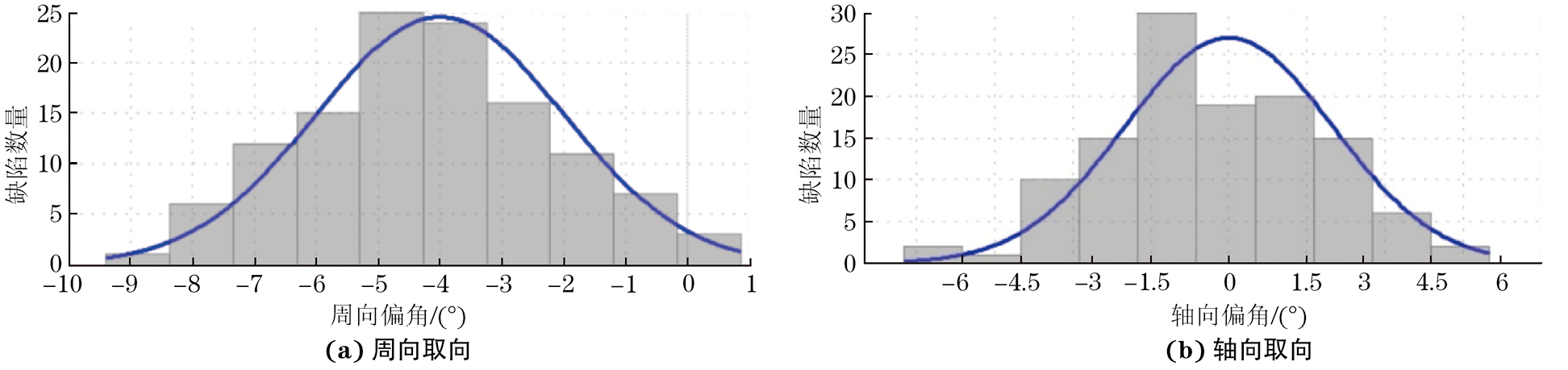
真实周向缺陷可能带有一定取向,不一定完全与踏面平行。在仿真模型中,设置缺陷在周向和轴向角度取向范围约为±10°,服从正太分布,缺陷数量-取向分布曲线如图4所示。
机车轮辋周向缺陷采用直探头检测,仿真时UT探头采用频率为4 MHz的双晶直探头,PAUT探头采用频率为5 MHz线阵64晶片探头。探头设置在滚动圆位置,平底孔缺陷设置在滚动圆正下方。UT探头仅有0°声束;PAUT探头可以实现声束偏转,共设置了-5°~+5°(步进为2.2°)共5个角度进行检测。
(2)POD计算
分别采用UT和PAUT对120组模拟样本进行检测。机车轮辋周向缺陷的检出阈值线为ϕ2 mm FBH(平底孔)-12 dB,以ϕ2 mm FBH -26 dB作为噪声水平,轮辋周向缺陷的POD模拟结果如图5所示,图中红色曲线为POD计算结果,蓝色曲线为95%置信度下限。
轮辋周向缺陷UT和PAUT检测的POD模拟结果如表1所示,可见采用UT检测和PAUT检测ϕ2 mm平底孔当量缺陷时的POD和POD(95%)均能达100%。对于ϕ1.5 mm和ϕ1 mm平底孔当量缺陷,PAUT检测的POD和POD(95%)仍然能够达到100%。对于ϕ1.5 mm平底孔当量缺陷,UT检出率虽然仍为100%,但POD(95%)开始降低。对于ϕ1 mm平底孔当量缺陷,UT检测的POD为61%,POD(95%)也降低至49%。UT检测的a90/95为1.223 mm,PAUT检测的a90/95为0.775 mm。在ϕ1 mm孔附近,PAUT检测的POD曲线上升斜率更大,对更小尺寸缺陷的检出率,PAUT检测明显高于UT检测。
| 缺陷尺寸/mm | 参数 | 模拟结果/% | |
|---|---|---|---|
| UT | PAUT | ||
| 2 | POD | 100 | 100 |
| POD(95%) | 100 | 100 | |
| 1.5 | POD | 100 | 100 |
| POD(95%) | 99 | 100 | |
| 1 | POD | 61 | 100 |
| POD(95%) | 49 | 100 | |
(1)模型建立
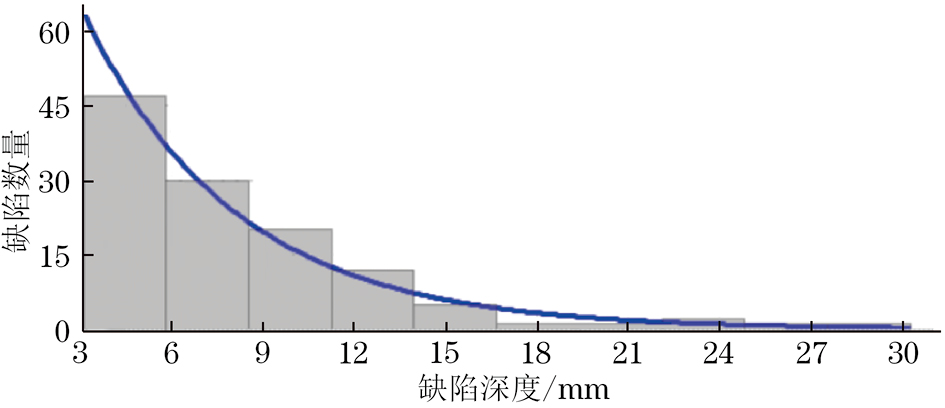
目前机车轮辋径向缺陷对比人工缺陷一般为25 mm×4 mm(长×高)的人工刻槽,POD模拟仿真缺陷采用轴向长度为25 mm,深度为0.5~5 mm的6种不同尺寸的面积型缺陷。机车轮辋径向缺陷与周向缺陷类似,也多发生在近表面,径向缺陷仿真模型中缺陷数量-深度分布曲线如图6所示,可见由浅到深的缺陷数量呈指数降低。
真实径向缺陷可能带有一定取向,设置缺陷在径向方向的偏转范围为朝探头方向偏转10°,在轴向方向的角度偏转范围约为±10°,服从正太分布,缺陷的数量-取向分布曲线如图7所示。
机车轮辋径向缺陷采用斜探头检测,仿真时UT探头采用频率为2 MHz的单晶70°斜探头,PAUT探头采用频率为5 MHz的线阵16晶片横波45°探头。探头设置在滚动圆位置,进行单向扫查以检测径向缺陷。UT探头仅有70°声束;PAUT探头可以实现声束偏转,设置了65°~75°(步进为2.2°)共5个角度进行检测。
(2) POD计算
分别采用UT和PAUT对120组模拟样本进行检测。机车轮辋径向缺陷检出阈值线同样为ϕ3 mm SDH(横通孔)-12 dB,以ϕ3 mm SDH -26 dB作为噪声水平,结果如图8所示,红色曲线为POD计算结果,蓝色曲线为95%置信度下限。
轮辋径向缺陷的POD模拟结果如表2所示。25 mm×4 mm和25 mm×2 mm(长度×高度)当量缺陷采用UT检测和PAUT检测的POD和POD(95%)均能够达到99%以上;对于缺陷高度在1 mm以下缺陷,PAUT检测的POD和POD(95%)逐渐高于UT检测,对于25 mm×0.5 mm当量缺陷,PAUT检测的POD为90%,POD(95%)为79%,而UT检测时两者分别为79%和65%。UT检测的a90/95为0.95 mm,PAUT检测时a90/95为0.877 mm。缺陷高度在1 mm附近时,PAUT检测的POD曲线上升斜率更大,对更小尺寸缺陷的检出率,PAUT检测明显高于UT检测。
| 缺陷尺寸/mm | 参数 | 模拟结果/% | |
|---|---|---|---|
| UT | PAUT | ||
| 25×4 | POD | 100 | 100 |
| POD(95%) | 100 | 100 | |
| 25×2 | POD | 100 | 100 |
| POD(95%) | 99 | 99 | |
| 25×1 | POD | 96 | 96 |
| POD(95%) | 91 | 92 | |
| 25×0.5 | POD | 79 | 90 |
| POD(95%) | 65 | 79 | |
机车轮辋周向缺陷通常起源于踏面以下10 mm范围内应力集中区域,在疲劳扩展过程中,缺陷方向与踏面不一定完全平行。UT检测采用0°垂直入射,对平行于踏面的疲劳缺陷检出率高,对于有一定取向的疲劳缺陷检出率降低;PAUT检测利用了相控阵声束偏转优势,采用多个角度对检测范围进行交叉覆盖,对不同取向的缺陷均有较好的检测效果,缺陷检出率比UT检测的高。同理,径向疲劳扩展裂纹与踏面也不完全垂直,且不同深度的径向疲劳裂纹最佳检测角度会有一定差异,因此采用相控阵多角度扫查,检出率更高。
通过POD模拟分析对比了相控阵超声检测对机车轮辋中不同尺寸、深度、取向的周向和径向缺陷的检出率,试验结果表明,相控阵超声的优势主要体现在对缺陷走向具有良好适应性以及对微小缺陷具有较高检出率等方面。当前机车车轮探伤以常规超声为主,建议加大相控阵超声检测设备的配置和使用,及早发现伤损,更有效地保障车轮运行安全。