编辑:无损检测证书挂靠网 时间:2025-03-04 16:16:11
吴家喜(1988-),男,助理工程师,主要研究方向为危险化学品常压储罐检验检测与评价
常压储罐是危化品行业中常用的储存设备,随着危化品行业的不断发展,危化品储罐的安全问题日益突出[1]。目前对储罐进行定期检验检测是保证储罐安全稳定运行的有效手段之一[2]。常压储罐定期检验检测依据的标准主要有GB/T 30578—2014 《常压储罐基于风险的检验及评价》 和SY/T 6620—2014 《油罐的检验、修理、改建及翻建》。在储罐全面检测中,通常对储罐底板腐蚀的关注度较高,检测方法主要有超声波测厚、声发射检测、漏磁检测、超声导波检测等[3-5]。对于储罐罐壁腐蚀,特别是有保温层的储罐,通常采用宏观检测和超声波测厚的方法,这些方法较为局限,一旦罐壁发生大面积保温层下腐蚀,从外壁进行超声测厚的操作难度较大且检测效率低下,会出现探头耦合不良,检测数据可靠性低等问题,进而影响罐壁局部腐蚀最小厚度计算的准确性,并最终影响罐壁剩余寿命的计算结果[6-8]。
基于以上问题,文章采用超声相控阵C扫描技术,对某炼化厂一台保温层下存在大面积腐蚀的储罐第一圈罐壁进行了检测,获取了罐壁腐蚀状况并进行罐壁最小厚度的计算和局部腐蚀评价。试验结果表明,所采用的超声相控阵C扫描结合局部腐蚀评价技术可应用于存在大面积保温层下腐蚀储罐罐壁的检测和剩余寿命评价中,且检测效果好,能提高储罐局部腐蚀定量测量的准确性。
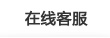
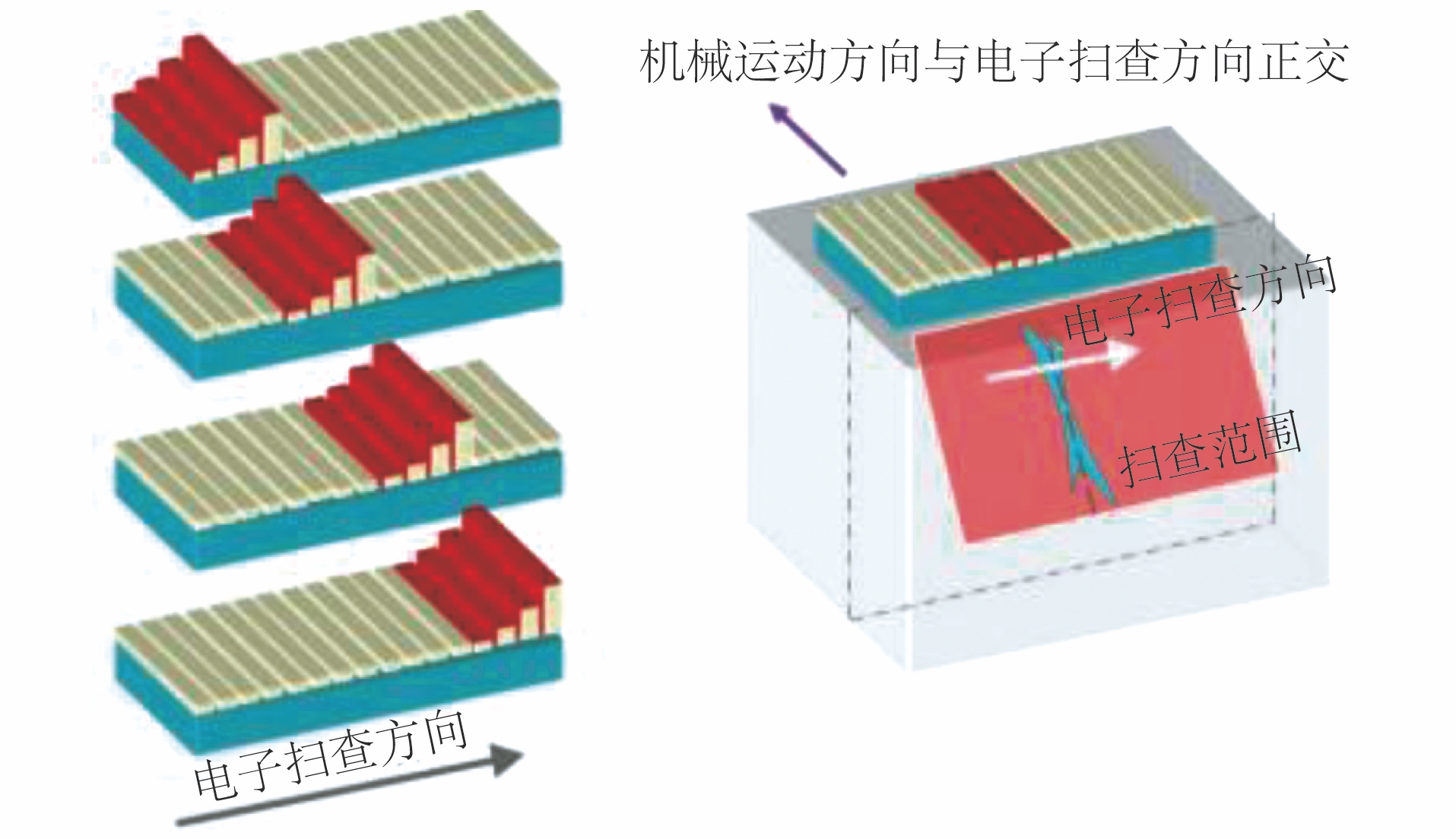
基于损伤模式识别理论,在役储罐罐壁可能发生局部腐蚀、均匀腐蚀和裂纹,诸多工程实践表明,采用超声相控阵技术可以对罐壁各类缺陷进行有效地检出,罐壁的超声相控阵检测一般采用线扫描、纵波直入射法进行检测,扫描示意如图1所示。探头通常选用一维线性阵列探头,其检测频率、激发孔径面积和一次激发阵元数量需根据板厚进行选取。在检测过程中,还需要通过设置聚焦来提高分辨力和信噪比,在超声相控阵聚焦法则设置过程中,通常将声束聚焦在罐壁的底部,也就是聚焦深度为一倍板厚位置,从而有利于底板缺陷的检测,提高保温层下腐蚀检测的定量精度,当需要对缺陷进行精确定量时,可以将聚焦深度设置为缺陷位置处[9]。由于储罐罐壁面积较大,同时参考长圆柱壳法和组合圆柱壳法的计算结果可知,第一圈外壁具有较大的轴向应力和环向应力,因此检验检测时需要重点关注[10]。相控阵C扫描检测可以大面积进行初扫,获得缺陷在检测面上的投影图像,进而测量出缺陷的长度、宽度和显示面积,再通过A、B、D、S等扫描方式,测出缺陷的波幅、高度、方向等信息。在罐壁C扫描过程中,超声闸门应设置在罐壁表面和底面之间,罐壁相控阵C扫描检测的扫查方式示意如图2所示。
罐壁局部腐蚀评价依据的标准是SY/T 6620—2014 《油罐的检验、修理、改建及翻建》,其评价流程为:① 基于超声相控阵C扫描结果确定每块壁板中的最小厚度t2;② 计算临界长度L;③ 在腐蚀最严重平面内,基于计算的临界长度L,求出最小平均厚度t1;④ 计算罐壁最小厚度tmin;⑤ 计算罐壁最大腐蚀速率;⑥ 通过拟定下一次检验时间,计算60%tmin+服役所需的腐蚀量,tmin+服役所需的腐蚀量;⑦ 判断t2和60%tmin+服役所需腐蚀量的大小,判断t1和tmin+服役所需腐蚀量的大小;⑧ 给出评价结论,若不满足使用要求,则需进行腐蚀区域修补,或者降低液位运行,或停用储罐。
将储罐罐壁第一圈壁板划分为若干个单元,对于每个单元,基于超声相控阵C扫描的结果,确定其最小厚度t2,临界长度的计算公式为
| (1) |
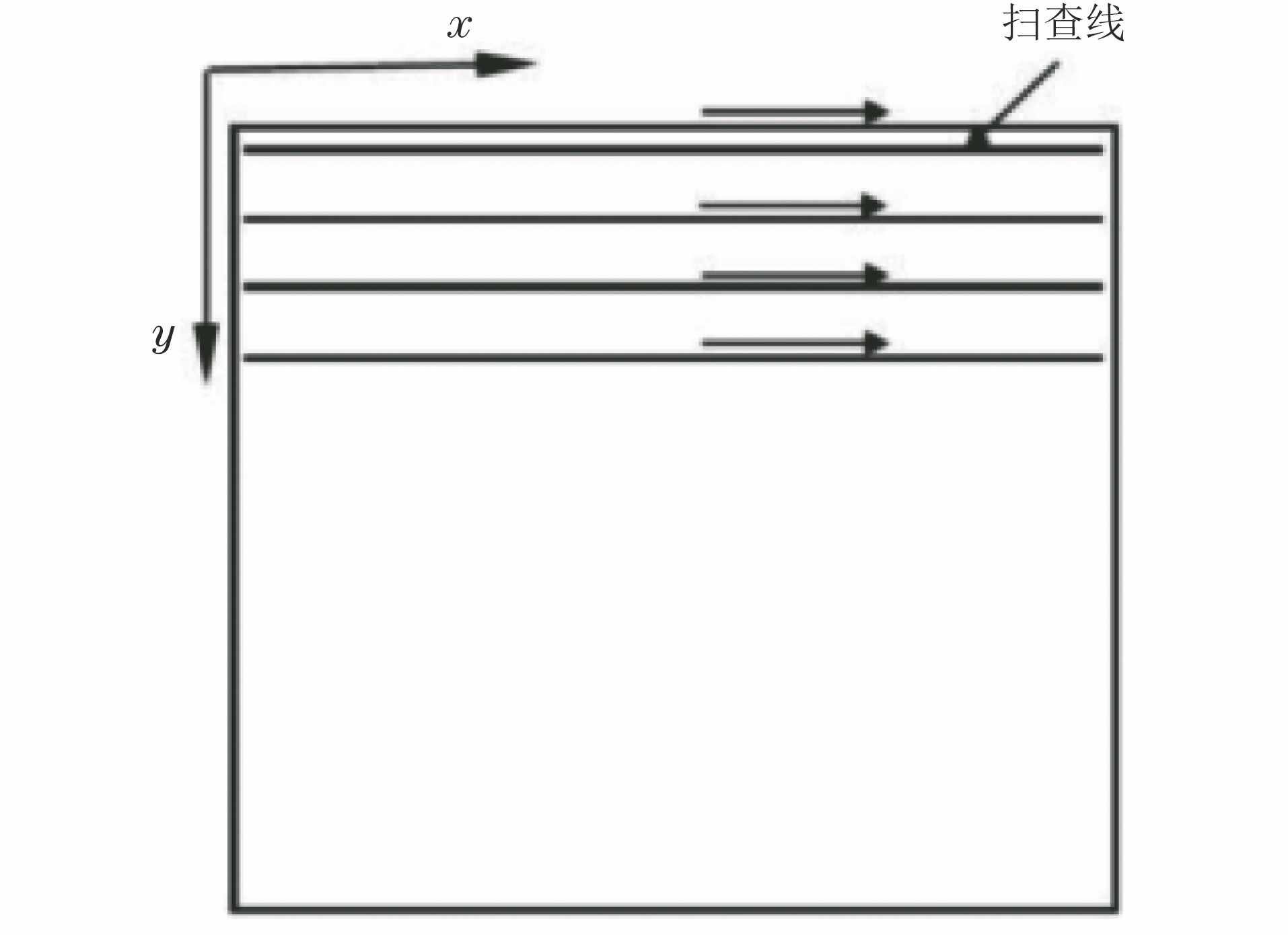
式中:L为临界长度,不得大于1 016 mm;D为油罐直径;t2为腐蚀区域内不考虑点腐蚀的最小厚度。
对于每个单元,检验人员通过宏观检查或者其他无损检测方法确定一个腐蚀最严重的区域,将其划分为至少5个等间距的垂直平面(见图3),随后在每个垂直平面内绘制长度为L的测量范围,再测5点取其平均值,得到a、b、c、d、e 5个平面各自的平均厚度值,比较这5个厚度值,最终得到腐蚀区域的最小平均厚度t1。
笔者所采用的罐壁超声相控阵C扫描技术相比于传统脉冲反射法超声测厚,提高了腐蚀区域边界确定的精度,同时大幅提升了寻找每个壁板单元最小厚度t2的速度,提高了划线法测量壁厚的准确性,在一定程度上提升了工作效率。
焊接储罐罐壁发生局部减薄时的最小允许厚度计算公式为
| (2) |
式中:tmin为计算最小厚度,不小于2.5 mm;H为高度,当评价第一层罐壁时,H为第一层罐壁底部到水压试验的高度;G为介质的最大相对密度;S为最大许用应力;E为焊缝系数。
该储罐服役于某炼化企业,储存介质为高温蜡油,已运行24.5 a,其基本信息如表1所示。在开罐检测中发现该储罐罐壁存在腐蚀减薄,随后将其第一层罐壁板保温层全部拆除,宏观检查发现第一层罐壁外表面自罐底以上300 mm区域存在连续的大面积局部腐蚀,损伤模式为碳钢的保温层下腐蚀,腐蚀状况如图4所示,去除锈皮后可见明显壁厚减薄及大面积腐蚀坑。第一层罐壁公称厚度为24 mm,通过罐壁内表面超声波测厚,该区域整圈剩余壁厚为10.5~20.1 mm,随后笔者采用超声相控阵C扫描技术对该区域进行详细扫查,并对局部腐蚀情况进行了评价。
| 项目 | 参数 |
|---|---|
| 投用时间 | 1999年2月 |
| 公称容积/m3 | 20 000 |
| 直径/mm | 37 000(内径) |
| 储罐设计高度/mm | 20 110 |
| 设计液位高度/mm | 19 000 |
| 介质比重 | 0.876 8 |
| 罐壁材料 | 16MnR |
| 操作温度/℃ | 90 |
| 第一层罐壁公称厚度/mm | 24 |
| 储罐罐壁保温 | 有 |

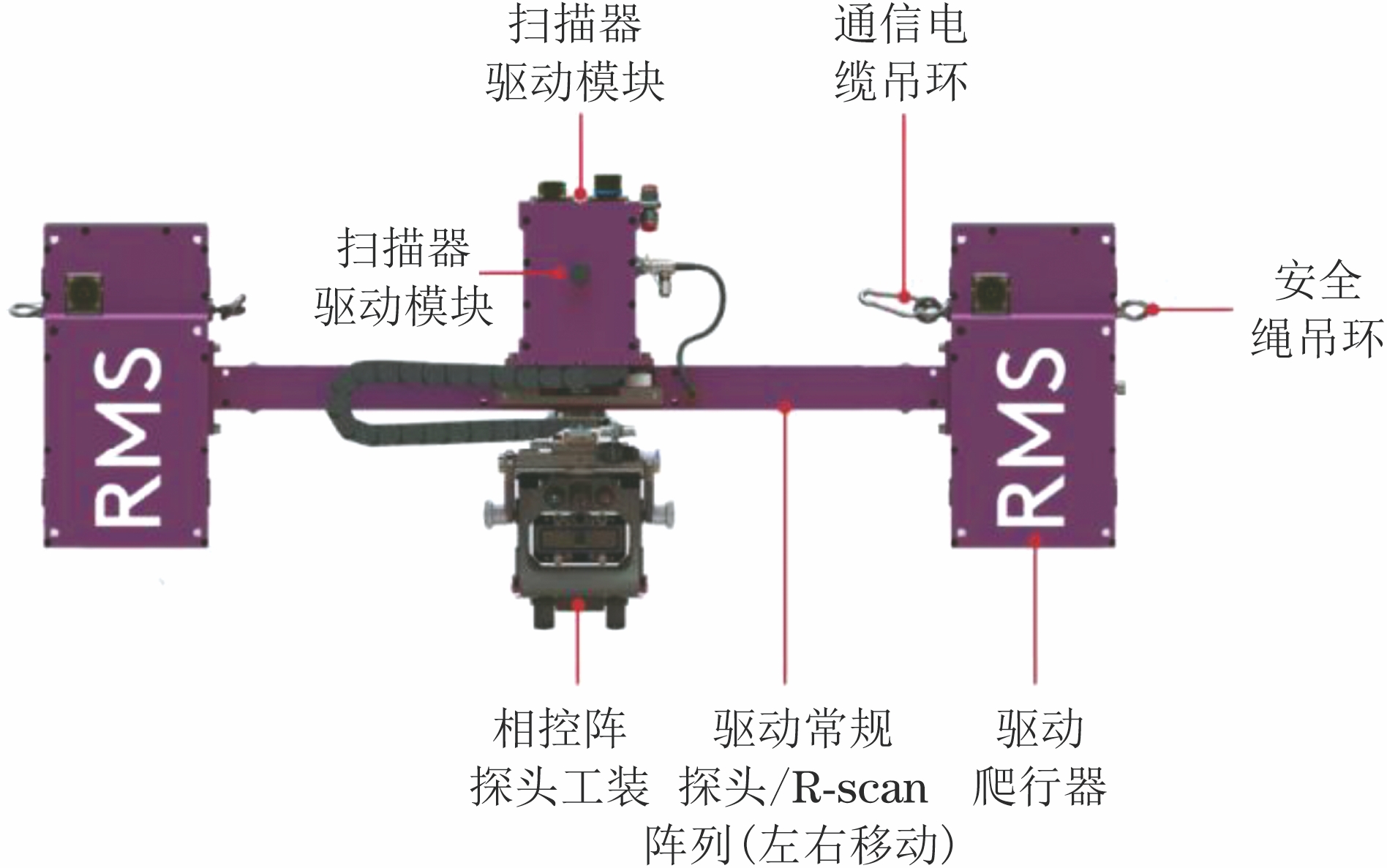
检测所用设备为英国银翼公司的RMS PA相控阵腐蚀检测仪,该设备主要由Mantis主机、RMS扫查器、控制器、电动水泵等组成,如图5所示。RMS PA相控阵腐蚀检测仪可以拆解为RMS手动扫描方式,手动模式更适用于储罐罐壁的相控阵C扫描检测。
检测所依据的标准为NB/T 47013.15—2021《承压设备无损检测 第15部分:相控阵超声检测》。所选用的探头型号为64L7.5-GI4-WP(64晶片,频率为7.5 MHz),编码器型号为R-scan array,基准灵敏度为50%平底孔波高,扫查速度≤35 mm·s-1,扫描范围为0~24 mm,聚集法则设置如表2所示。
| 通道名称 | 探头配置 | 扫查方式 | 扫描类型 | 波的类型 | 回波次数 | 激发阵元数量/个 | 激发孔径 | 激发阵元起始位置 | 一次激发晶片数/个 | 扫描步进/(°) | 聚焦方式 | 聚焦深度/mm | 扫查步进 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 通道1 | 单 | 平行沿线扫查 | 线扫描 | 纵波 | 1 | 64 | 63.85 | 1 | 8 | 1 | 深度 | 24 | 1 |
工艺验证在板材2#通用对比试块上进行,检测完成后,进行参考反射体的测量,测得灵敏度偏差为1 dB,水平偏差为0.5 mm,深度偏差为0.5 mm,误差在允许范围之内,因此所设置的超声相控阵检测工艺能满足储罐罐壁的检测。
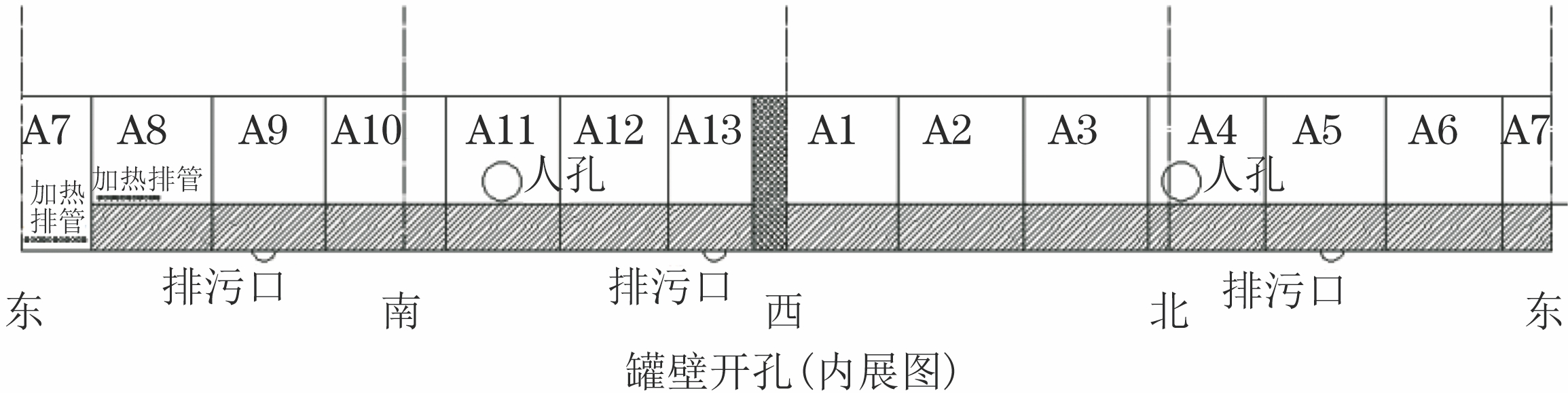
采用上述超声相控阵检测工艺对自罐底以上300 mm区域进行线扫描。罐壁板检测示意如图6所示,共有13块罐壁板,纵向阴影部分为罐壁开口,横向阴影部分为相控阵C扫描检测区域,检测结果统计如表3所示。壁板最小剩余壁厚超声相控阵图谱如图7所示。
| 壁板编号 | 最小剩余壁厚/mm | 缺陷位置/mm | 缺陷性质 |
|---|---|---|---|
| A1 | 19.82 | 2 395.7 | 腐蚀坑 |
| A2 | 19.47 | 5 845.1 | 腐蚀坑 |
| A3 | 17.00 | 1 549.4 | 腐蚀坑 |
| A4 | 14.81 | 8 389.9 | 腐蚀坑 |
| A5 | 11.40 | 9 609.4 | 腐蚀坑 |
| A6 | 10.00 | 2 755.1 | 腐蚀坑 |
| A7 | 13.58 | 278.25 | 腐蚀坑 |
| A8 | 14.70 | 4 616.6 | 腐蚀坑 |
| A9 | 15.22 | 3 433.1 | 腐蚀坑 |
| A10 | 18.50 | 1 967.3 | 腐蚀坑 |
| A11 | 18.90 | 1 058.1 | 腐蚀坑 |
| A12 | 17.40 | 3 868.1 | 腐蚀坑 |
| A13 | 19.10 | 3 942.5 | 腐蚀坑 |
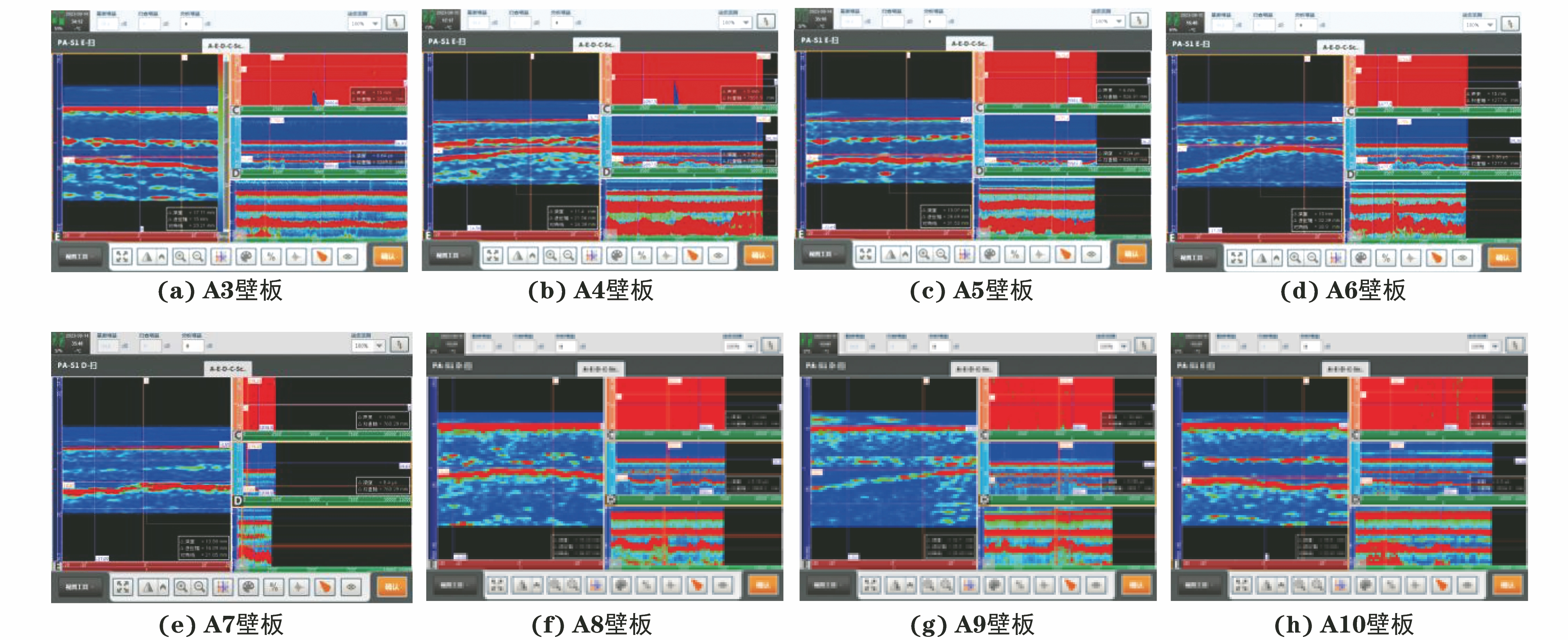
由表3可以看出,A6罐壁减薄最严重,最小剩余壁厚仅为10 mm,比原始壁厚减薄了14 mm。除A6壁板外,A4~A5、A7~A9壁板局部减薄也较为严重。A6壁板最小剩余壁厚检测图谱如图7(d)所示,图谱左侧图像中(相控阵E扫描),上方红色线条为内表面反射波信号,下方红色线条为外表面反射波信号,可见外表面反射波信号出现明显上升,也就是底波上移,可以清晰地看出整个截面处的局部腐蚀轮廓,底波上移最高处距离内表面反射波信号为10 mm,即最小剩余壁厚。检测图像中内外表面反射波信号之间存在断续的红色信号显示,该回波信号是板材中的分层缺陷。综合分析检测图谱(见图7)可以发现,A3、A5~A10壁板均存在分层缺陷,且减薄后的外壁板部分已接近分层处。
分层缺陷是一种存在于钢板内部的常见缺陷,会严重影响钢板的综合性能,尤其会对厚度方向上的力学性能有重要影响,钢锭内的气泡、大块非金属夹杂物、未完全切除的残余缩孔、折叠、严重偏析均会造成钢板的分层。在此次检测中,分层缺陷会严重影响常规超声测厚的结果,在无缺陷处,采用脉冲反射法超声测厚,得到的数值为9~14 mm,然而罐壁板厚度为24 mm,明显与实测结果不符。结合图7进行分析,结果表明:分层缺陷具有一定的自身高度,采用相控阵C扫描技术可以较好地解决这一难题,可清晰地分辨出分层缺陷和罐壁底波信号。由于该储罐建造日期较早,当时针对于储罐板材的超声验收规范还不完善,板材质量较差,最终造成了储罐壁板中存在大量的分层缺陷。
根据前面章节所述的局部腐蚀评价流程,基于超声相控阵C扫描数据,对第一圈壁板的每个单元进行局部腐蚀评价。首先计算tmin,临界长度L最低点至最大液位H取62 ft(1ft=0.304 8 m),公称直径D为121.39 ft,储存物蜡油最大比重G取0.876 8,最大许用应力S取27 900 psi(1 psi=0.006 895 MPa),焊缝系数E取1。经计算得到tmin为15.62 mm。
随后对第一层壁板的每个单元进行计算,计算结果如表4所示(表中1 in.=25.40 mm)。
| 单元编号 | 最小厚度t2/mm | 最小厚度t2/(in.) | 临界长度L/mm | 平面a内的平均值/mm | 平面b内的平均值/mm | 平面c内的平均值/mm | 平面d内的平均值/mm | 平面e内的平均值/mm | 最小平均厚度t1/mm |
|---|---|---|---|---|---|---|---|---|---|
| A1 | 19.82 | 0.78 | 914.66 | 23.34 | 20.40 | 23.80 | 23.70 | 23.50 | 20.40 |
| A2 | 19.47 | 0.77 | 906.55 | 20.17 | 20.05 | 23.60 | 23.70 | 23.90 | 20.05 |
| A3 | 17.00 | 0.67 | 847.10 | 20.91 | 19.00 | 23.50 | 23.40 | 23.50 | 19.00 |
| A4 | 14.81 | 0.58 | 790.66 | 17.12 | 15.76 | 17.81 | 23.40 | 23.30 | 15.76 |
| A5 | 11.40 | 0.45 | 693.69 | 13.85 | 15.40 | 14.00 | 23.20 | 23.10 | 13.85 |
| A6 | 10.00 | 0.39 | 649.70 | 15.59 | 14.20 | 13.07 | 22.90 | 22.70 | 13.07 |
| A7 | 13.58 | 0.53 | 757.11 | 19.48 | 17.90 | 16.78 | 23.00 | 23.10 | 16.78 |
| A8 | 14.70 | 0.58 | 787.71 | 20.00 | 16.20 | 18.60 | 23.10 | 23.20 | 16.20 |
| A9 | 15.22 | 0.60 | 801.53 | 17.40 | 18.42 | 17.46 | 23.10 | 23.20 | 17.40 |
| A10 | 18.50 | 0.73 | 883.68 | 21.30 | 20.50 | 23.00 | 23.40 | 23.60 | 20.50 |
| A11 | 18.90 | 0.74 | 893.18 | 21.90 | 20.20 | 23.10 | 23.30 | 23.60 | 20.20 |
| A12 | 17.40 | 0.69 | 857.01 | 21.20 | 19.80 | 23.00 | 23.30 | 23.60 | 19.80 |
| A13 | 19.10 | 0.75 | 897.90 | 20.30 | 21.10 | 23.10 | 23.20 | 23.50 | 20.30 |
从表4中可以看出,在13个壁板评价单元中,A5和A6壁板腐蚀最为严重,最小平均厚度相对较小,已低于14 mm。
对罐壁最大腐蚀速率进行计算,第一层罐壁原始厚度为24 mm,实测最小厚度为10 mm(A6壁板),已使用24.5 a,故最大腐蚀速率为0.57 mm/a,假定下次检验周期为4 a后,则服役所需的腐蚀量为2.28 mm,60%tmin+服役所需的腐蚀量为11.65 mm,tmin+服役所需的腐蚀量为17.90 mm。壁板每个单元的评价结果如表5所示。
| 继续使用准则 | A1 | A2 | A3 | A4 | A5 | A6 |
|---|---|---|---|---|---|---|
| t2≥60%tmin+服役所需的腐蚀量=11.65 | t2=19.82 | t2=19.47 | t2=17.00 | t2=14.81 | t2=11.40 | t2=10.00 |
| t1≥tmin+服役所需的腐蚀量=17.90 | t1=20.40 | t1=20.05 | t1=19.00 | t1=15.76 | t1=13.85 | t1=13.07 |
| 是否可以继续使用 | 是 | 是 | 是 | 否 | 否 | 否 |
从表5的评价结果可以看出,壁板A4~A9无法满足继续使用4 a的要求,需要进行腐蚀区域修补、更换壁板、降低液位运行或者停用储罐。
结合宏观检查和相控阵C扫描检测,腐蚀最严重的A5、A6壁板均在加热排管孔的逆时针方向,A5壁板还开有排污口,腐蚀相对严重的A7、A8壁板开有加热排管口和进出料口,加热排管口顺时针方向的A9壁板也腐蚀相对严重,同样开有排污口。而腐蚀主要集中在加热排管口周边区域,因为热蒸汽和冷凝水的交替作用使得该区域形成较为温热潮湿的腐蚀环境,为罐壁腐蚀创造了良好条件;保温层密封不严使得水分在第一层罐壁下方堆积,造成保温层下腐蚀;其次储罐的运行温度为90 ℃,此温度下的保温层下基本腐蚀速率相对较高。相比于原始厚度24 mm,表4结果显示第一层罐壁板均存在不同程度的腐蚀,可见整个保温层均存在密封不严导致水分聚集的情况,而较多的罐壁开孔和较高的操作温度最终加剧了保温层下腐蚀的发生。
超声相控阵C扫描技术对储罐壁板的大面积保温层下腐蚀检测具有较好的应用效果,可直观展现壁板腐蚀情况及内部缺陷信息,减小了常规超声测厚结果误判的可能性,实现了储罐壁板单元最小厚度的精准测量,最终提高了罐壁局部腐蚀评价的准确性和可靠性,同时无需大面积拆除保温层,为企业节约了检验检测成本,具有一定的应用前景。笔者针对保温层下腐蚀所设计的检测方案和评价方法需要开罐检测,应用尚存在一定的限制,实现储罐在线保温层下腐蚀的精准定量检测是储罐检测行业今后发展的方向。
推荐阅读: