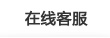
图 1 对置阵列数据采集模型
编辑:杨贵德 时间:2024-11-26 11:06:40
TOFD(超声衍射时差法)超声成像检测技术基于焊缝内部裂纹尖端的超声衍射信号进行测量,能够实现焊缝裂纹缺陷的精准定量测量,但其近表面存在盲区,对该区域检测可靠性不够,且由于使用的是纵波检测,难以有效利用二次波而无法实现焊缝的百分百覆盖检测,存在漏检风险。
当前,在国内外焊缝超声无损检测领域,相控阵超声成像检测技术是一种非常重要的检测手段,其主要优势是成像检测覆盖范围大、检测效率高,并可以实现连续记录存储。但该技术的本质仍是基于传统的脉冲回波反射法,故其成像结果的图像化表征能力不足,无法有效重构焊缝轮廓坡口的真实结构,且焊缝内部埋藏缺陷真实形态的图像化重建结果会出现畸变,图像的判读需要丰富的经验,缺陷定性评估较复杂;且由于该技术难以有效获取裂纹尖端衍射信号,缺陷定量分析仍需要采用传统的波幅−6 dB法,以至于定量结果尤其是对于缺陷高度和宽度的测量误差较大。
ISO 23864:2021《焊缝无损检测 超声检测 自动化全矩阵捕获/全聚焦技术(FMC/TFM)及相关技术的应用》和ISO 23865:2021《无损检测 超声检测 全矩阵捕获/全聚焦技术(FMC/TFM)及相关技术的一般应用》描述了成像路径、不同成像路径的优点以及典型焊缝不连续的推荐成像路径,但所有的描述都是在假定缺陷性质已知的基础上再去选择合适的成像路径进行检测,而实际焊缝检测会随机遇到各种类型的缺陷,对于究竟应如何选择成像路径进行组合成像检测以及采用何种方法实现缺陷准确定量,标准中并未给出清晰的指导方法。
文章提出了对置阵列多模态全聚焦焊缝检测技术,采用全聚焦方法重构出被检测焊缝的多个TFM子图像,并在规定的共同空间坐标系,把多个TFM子图像按照一定的算法实时进行图像融合,重构出焊缝轮廓结构以及内部埋藏缺陷的真实形态,降低缺陷定性难度;并根据模态组合检测结果显示的缺陷形态,分析并去除影响衍射信号显示和测量的模态,只保留含有衍射信号的模态并融合成新的超声影像,以清晰呈现出焊缝内部埋藏缺陷的尖端衍射信号,实现焊缝内部埋藏缺陷的精确定量测量。
对置阵列数据采集模型如图1所示,两个阵列探头布置在被检测焊缝的两侧,焊缝左侧阵列探头P1(阵元数目为n),焊缝右侧阵列探头P2(阵元数目为n)。数据采集分为以下几个过程:① P1发射P1接收,采集FMC数据,P1任一阵元激发超声波,n个阵元同时接收回波信号,获得n条A扫描波形数据,依次遍历激发P1的n个阵元获得n×n条A扫描波形数据;② P2发射P2接收,采集FMC数据,P2任一阵元激发超声波,P2的n个阵元同时接收回波信号,获得n条A扫描波形数据,依次遍历激发P2的n个阵元获得n×n条A扫描波形数据;③ P1发射P2接收,采集FMC数据,P1任一阵元激发超声波,P2的n个阵元同时接收回波信号,获得n条A扫描波形数据,依次遍历激发P1的n个阵元获得n×n条A扫描波形数据;④ P2发射P1接收,采集FMC数据,P2任一阵元激发超声波,P1的n个阵元同时接收回波信号,获得n条A扫描波形数据,依次遍历激发P2的n个阵元获得n×n条A扫描波形数据。
文章通过组合对置阵列的以下8种聚焦模态,实现焊缝外部轮廓结构及内部埋藏缺陷形态的图像化表征,降低缺陷定性评估的复杂度。
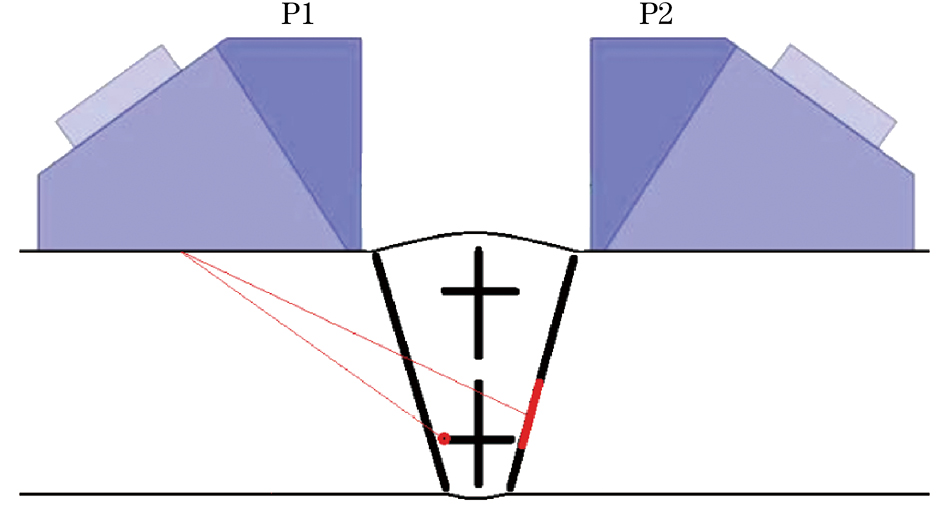
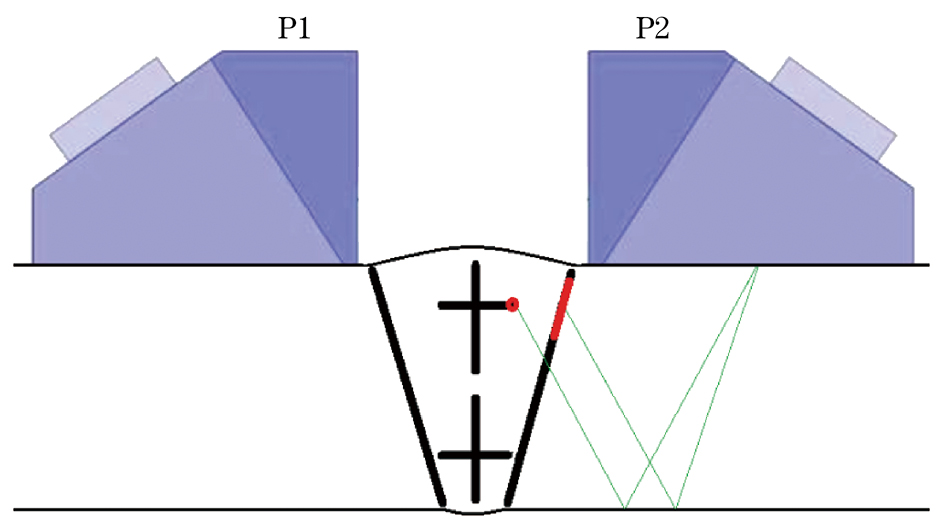
(1) T-T[L]模态重构,其示意如图2所示。对P1采集的FMC数据采用T-T[L]模态重构,焊缝中下部水平分布缺陷的左尖端衍射信号,焊缝中下部右斜向分布缺陷的反射面。
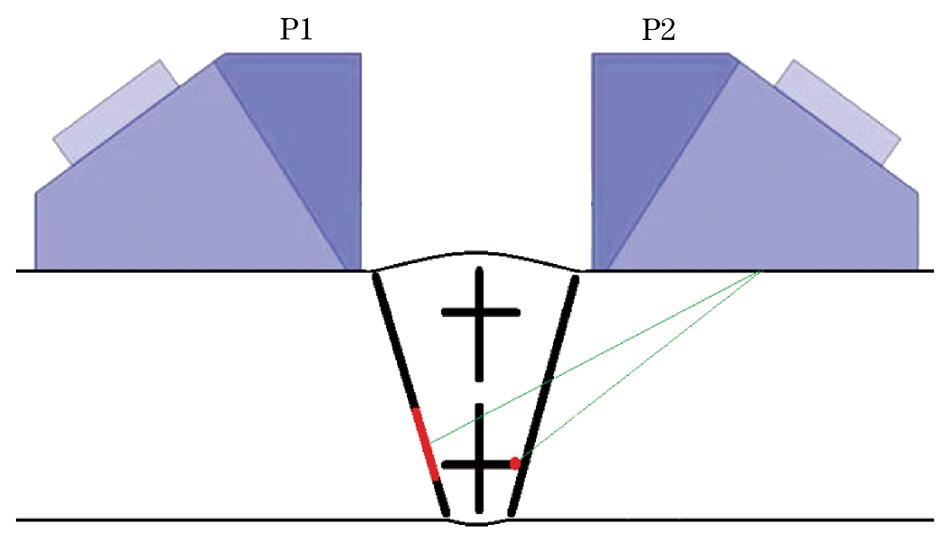
(2) T-T[R]模态重构,其示意如图3所示。对P2采集的FMC数据采用T-T[R]模态重构,焊缝中下部水平分布缺陷的右尖端衍射信号,焊缝中下部左斜向分布缺陷的反射面。
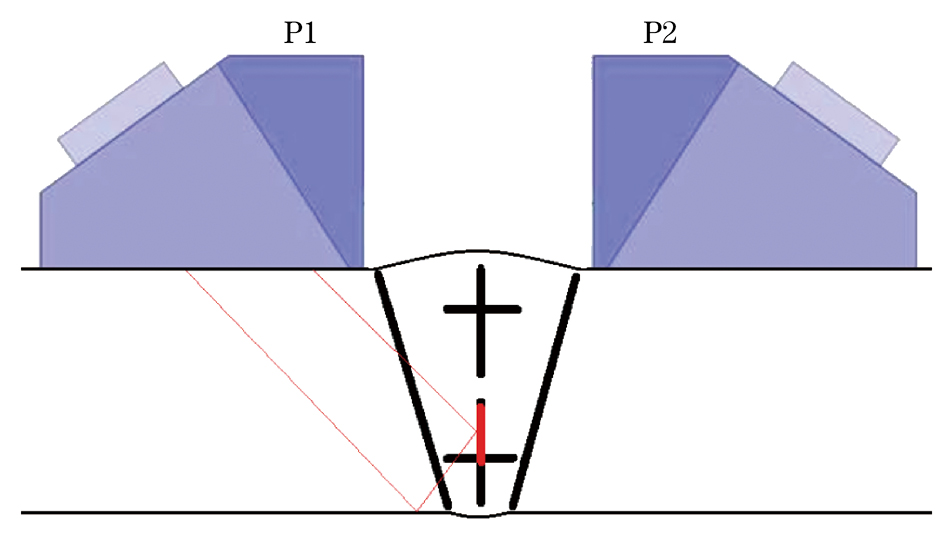
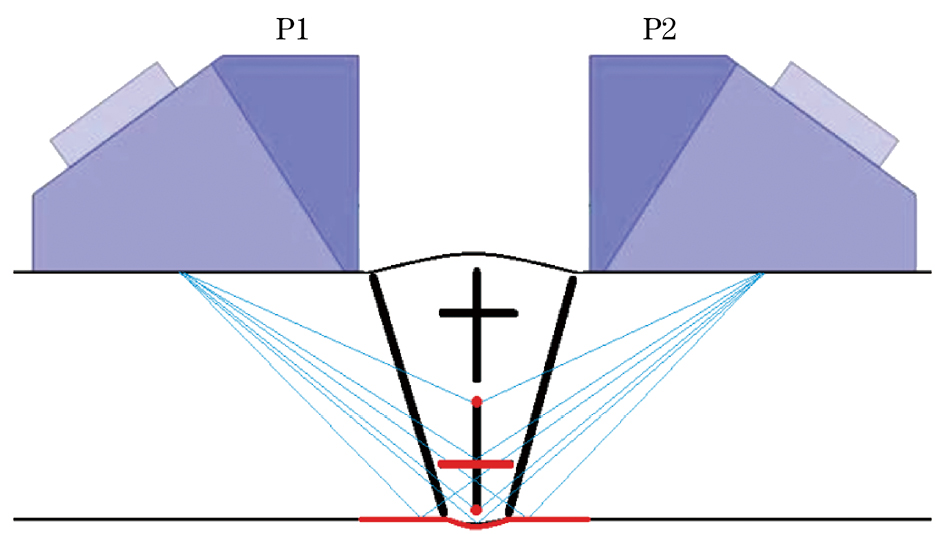
(3) TT-T[L]模态重构,其示意如图4所示。对P1采集的FMC数据采用TT-T[L]模态重构,焊缝内部垂向分布缺陷的左反射面。
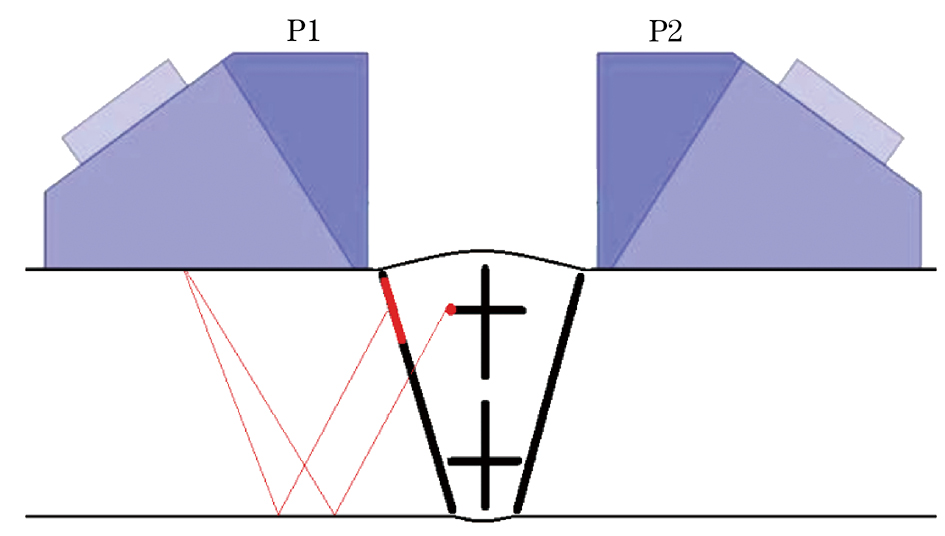
(4) TT-T[R]模态重构,其示意如图5所示。对P2采集的FMC数据采用TT-T[R]模态重构,焊缝内部垂向分布缺陷的右反射面。
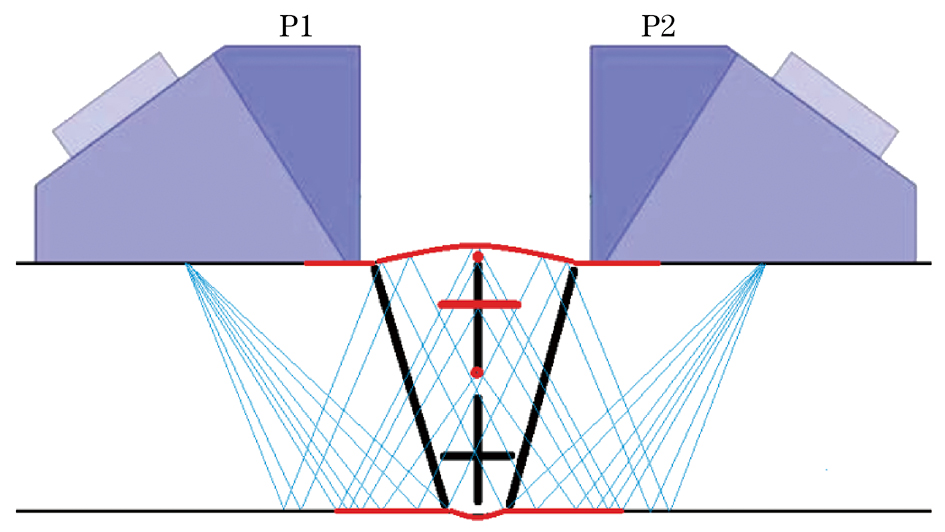
(5) TT-TT[L]模态重构,其示意如图6所示。对P1采集的FMC数据采用TT-TT[L]模态重构,焊缝中上部水平分布缺陷的左尖端衍射信号,焊缝中上部左斜向分布缺陷的反射面。
(6) TT-TT[R]模态重构,其示意如图7所示。对P2采集的FMC数据采用TT-TT[R]模态重构,焊缝中上部水平分布缺陷的右尖端衍射信号,焊缝中上部右斜向分布缺陷的反射面。
(7) T-T[LR]模态重构,其示意如图8所示。对P1-P2、P2-P1采集的FMC数据用T-T[LR]模态重构,焊缝下表面余高及两侧热影响区母材,焊缝中下部水平分布缺陷的反射面,焊缝中下部斜向及垂向分布缺陷上下尖端衍射信号。
(8) TT-TT[LR]模态重构,其示意如图9所示。对P1-P2、P2-P1采集的FMC数据用TT-TT[LR]模态重构,焊缝上下表面余高及两侧热影响区母材,焊缝中上部水平分布缺陷的反射面,焊缝中上部斜向及垂向分布缺陷上下尖端衍射信号。
采用对置阵列多模态全聚焦焊缝检测技术,实施人工缺陷试块检测试验;采用相控阵超声检测(PAUT)技术和对置阵列多模态全聚焦焊缝检测技术,实施焊接缺陷试块检测试验。
人工缺陷试块(共计4块)实物如图10所示,试块母材厚度为21 mm,V形坡口。其中1块试块不含人工或焊接缺陷,其余3块试块分别加工了水平方向、斜向及垂向的人工切槽缺陷,切槽长度均为8 mm。采用文中所述的数据采集和模态组合方案对试块进行多模态全聚焦成像检测试验。
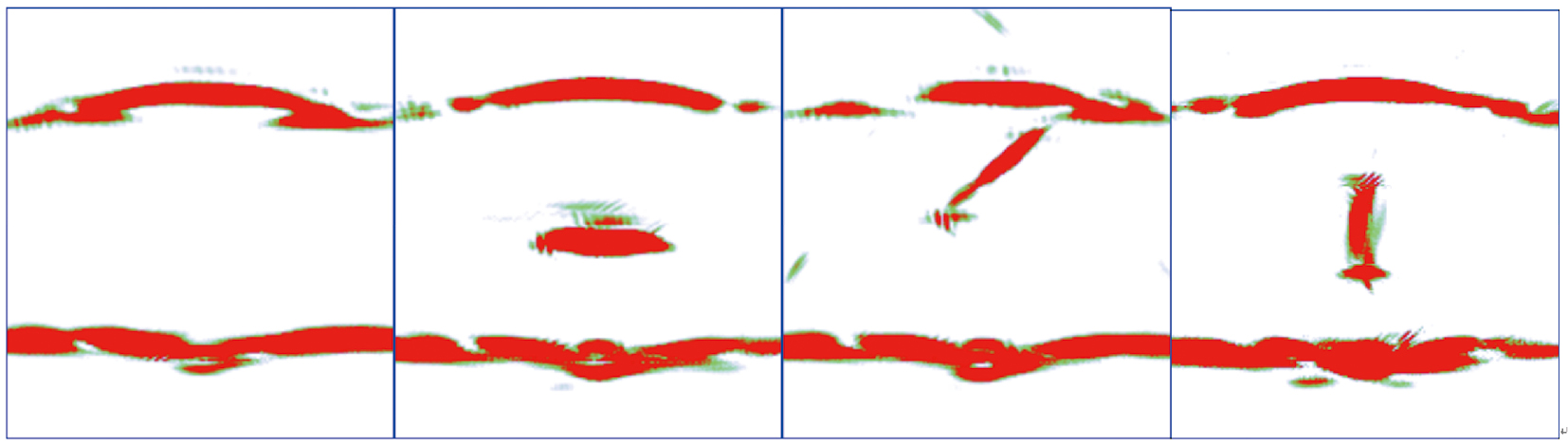
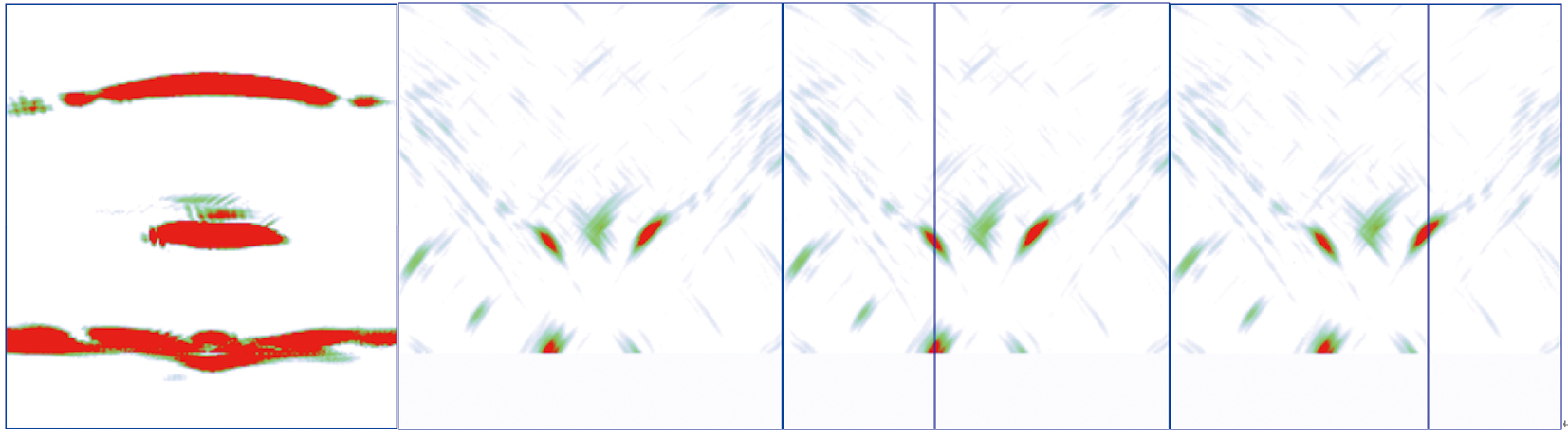
多模态全聚焦成像结果如图11所示,其直观显示了焊缝外部轮廓结构及内部埋藏缺陷的真实形态。水平切槽缺陷定量测量结果如图12所示,结果显示焊缝内部缺陷形态呈水平分布,通过模态分解只保留P1的T-T[L]、TT-TT[L]模态及P2的T-T[R]、TT-TT[R]模态并融合出新的超声影像,呈现出缺陷的左右尖端衍射信号,水平切槽缺陷的长度测量结果为8.0 mm。
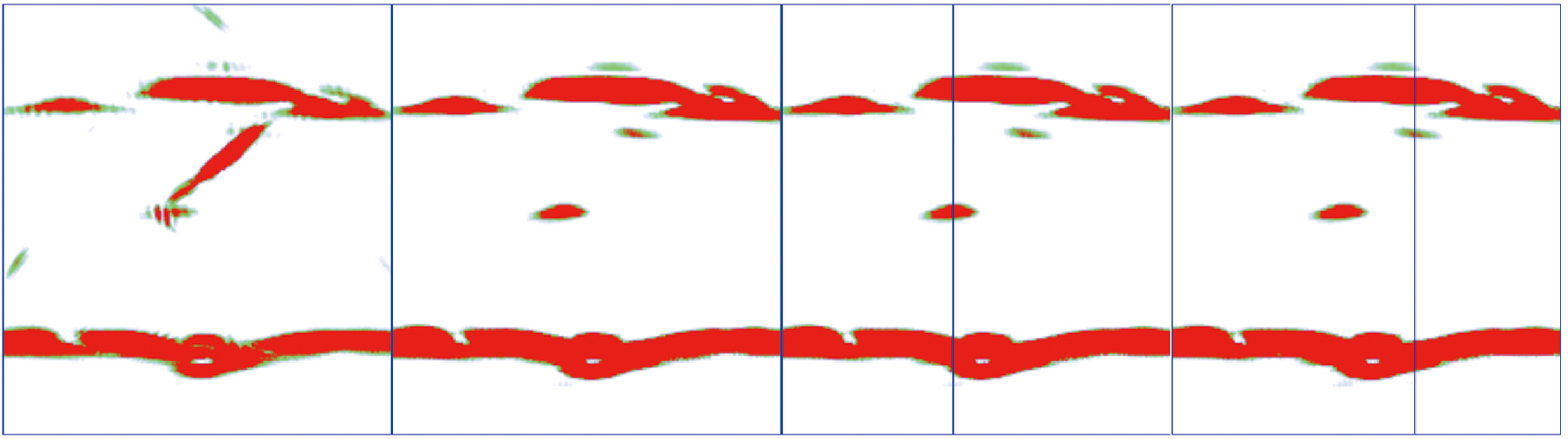
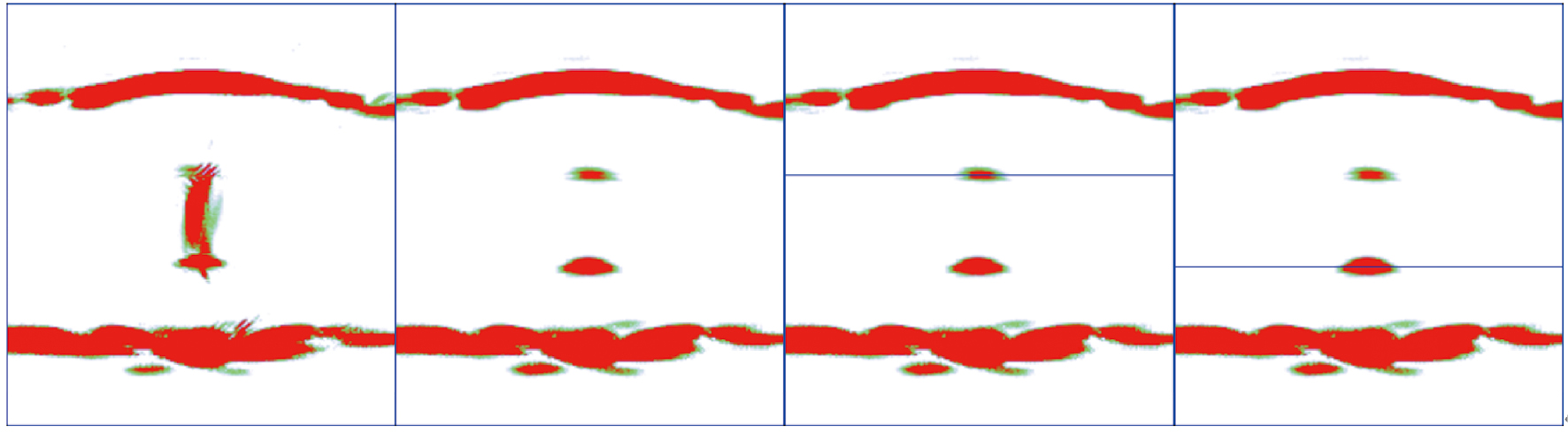
斜向、垂向切槽缺陷定量测量结果分别如图13,14所示,多模态全聚焦成像结果显示焊缝内部缺陷形态呈现斜向和垂向分布,通过模态分解只保留P1-P2、P2-P1的T-T[LR]模态和P1-P2、P2-P1的TT-TT[LR]模态并融合出新的超声影像,呈现出缺陷的上下尖端衍射信号,斜向切槽缺陷的长度测量结果为7.9 mm,垂向切槽缺陷的长度测量结果为8.0 mm。
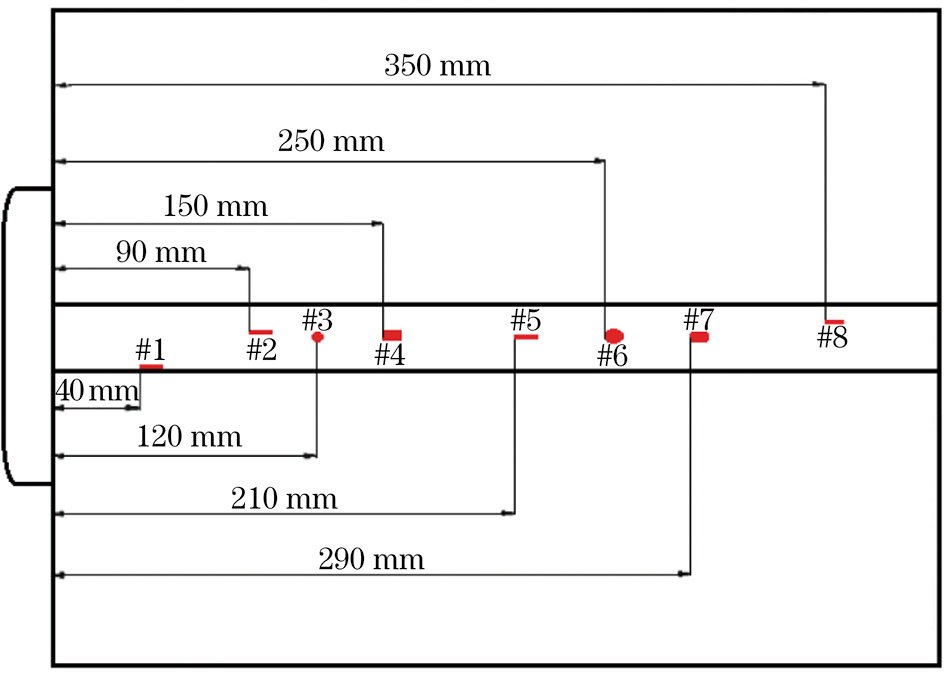
焊接缺陷试块结构示意如图15所示,焊接缺陷试块规格(长×宽×高)为400 mm×400 mm×25 mm,V形坡口,内部设计加工了8个焊接缺陷。各缺陷的位置、尺寸以及缺陷类型等信息如表1所示。
| 缺陷编号 | 缺陷位置 | 缺陷长度或直径 | 缺陷深度 | 缺陷类型 |
|---|---|---|---|---|
| #1 | 40 | 8 | 1~5 | 侧壁未熔合 |
| #2 | 90 | 8 | 20~24 | 侧壁未熔合 |
| #3 | 120 | ϕ2 | 5 | 气孔 |
| #4 | 150 | 8 | 10 | 层间未熔合 |
| #5 | 210 | 10 | 22~25 | 根部未焊透 |
| #6 | 250 | 10 | 20 | 夹渣 |
| #7 | 290 | 8 | 5 | 层间未熔合 |
| #8 | 350 | 6 | 10~14 | 侧壁未熔合 |
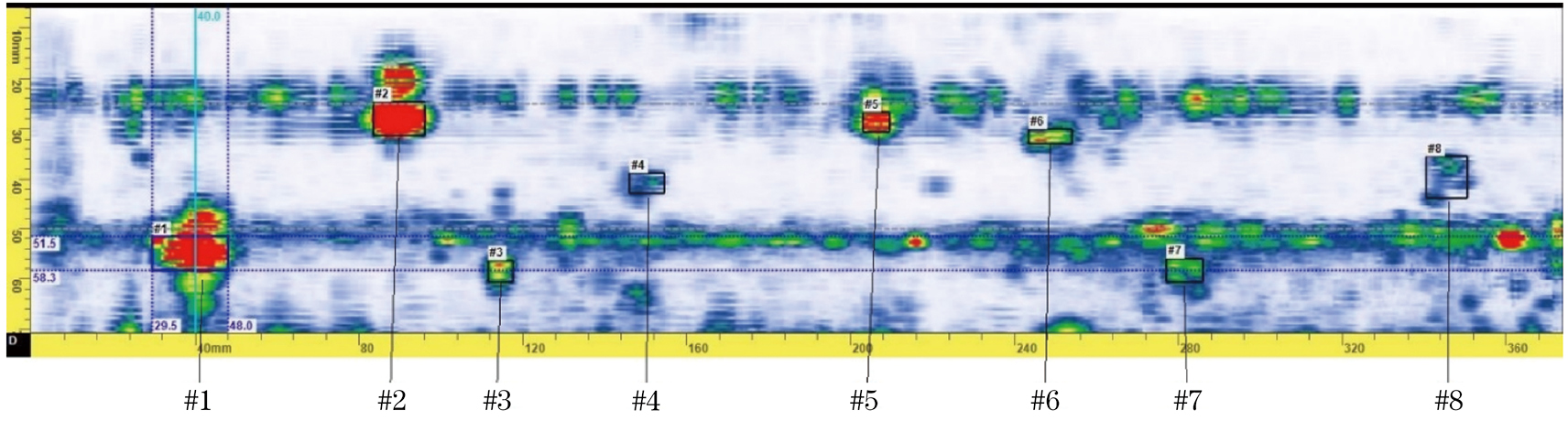
采用PAUT技术对焊接缺陷试块进行连续扫查的D扫描检测结果如图16所示。采用对置阵列多模态全聚焦对焊接缺陷试块进行连续扫查的3D扫描检测结果如图17所示。在图16的PAUT检测结果中,仔细对照表1所示的缺陷信息,8个焊接缺陷勉强能够分辨,分别显示在了1~3倍工件厚度范围内,成像结果对于各缺陷深度信息的表达较抽象,且#4层间未熔合缺陷反射当量低、存在漏检风险。在图17的多模态全聚焦检测结果中,无需对照表1,8个焊接缺陷均能轻松分辨,所有缺陷全部显示在1倍工件厚度范围内,成像结果对于各缺陷信息(长度、深度、水平位置)的表达立体直观,可辨识度非常高。
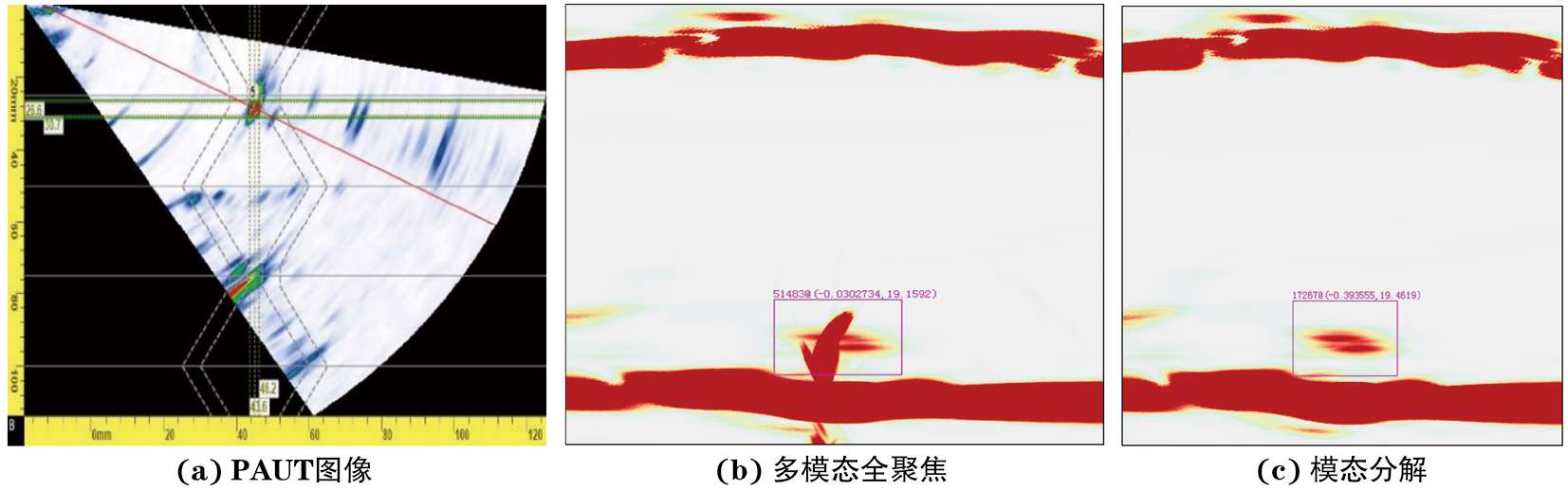
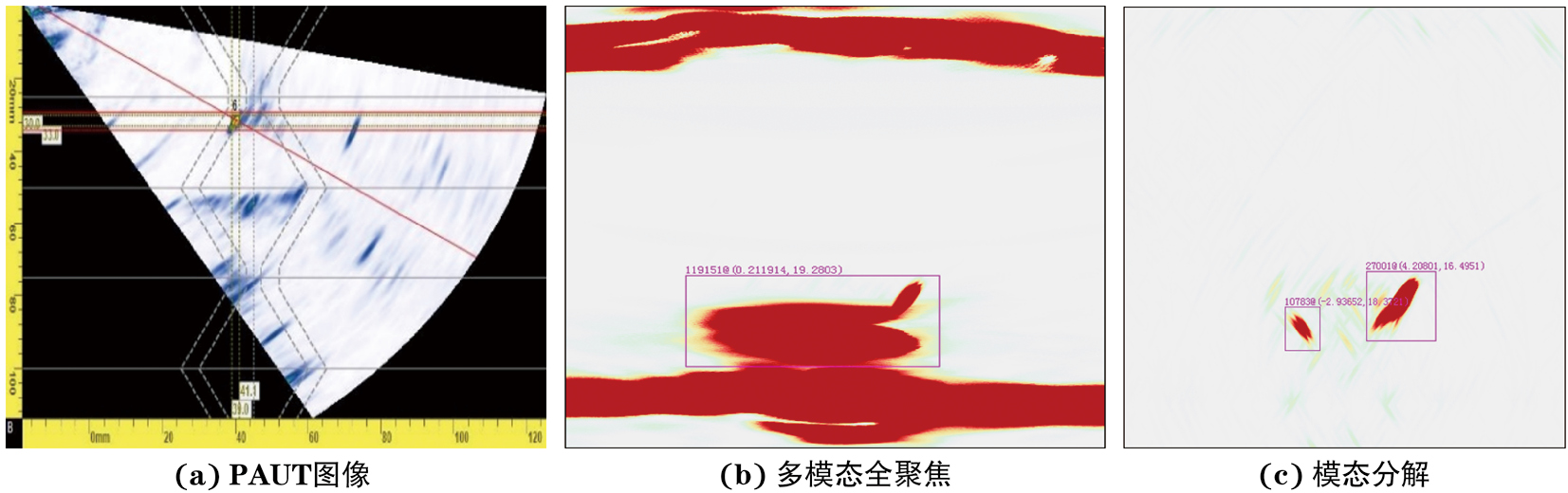
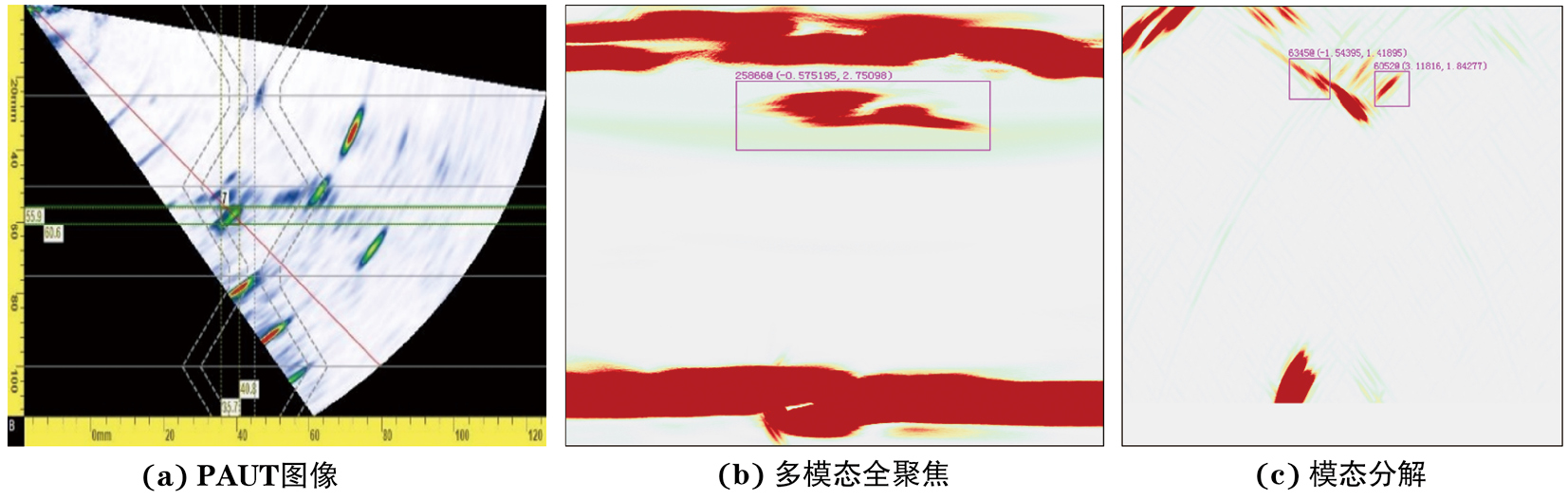
由于相控阵超声和对置阵列多模态全聚焦两种检测技术在沿焊缝扫查方向均没有聚焦,所以两种技术在沿焊缝扫查方向的缺陷定位及缺陷长度测量能力上处于同等水平,文中不进行对比分析。选取#2~#6缺陷在端视图上进行两种技术的定性定量对比分析,#2侧壁未熔合缺陷分析结果如图18所示,#3气孔缺陷分析结果如图19所示,#4层间未熔合缺陷分析结果如图20所示,#5根部未焊透缺陷分析结果如图21所示,#6夹渣缺陷分析结果如图22所示,#7层间未熔合缺陷分析结果如图23所示。
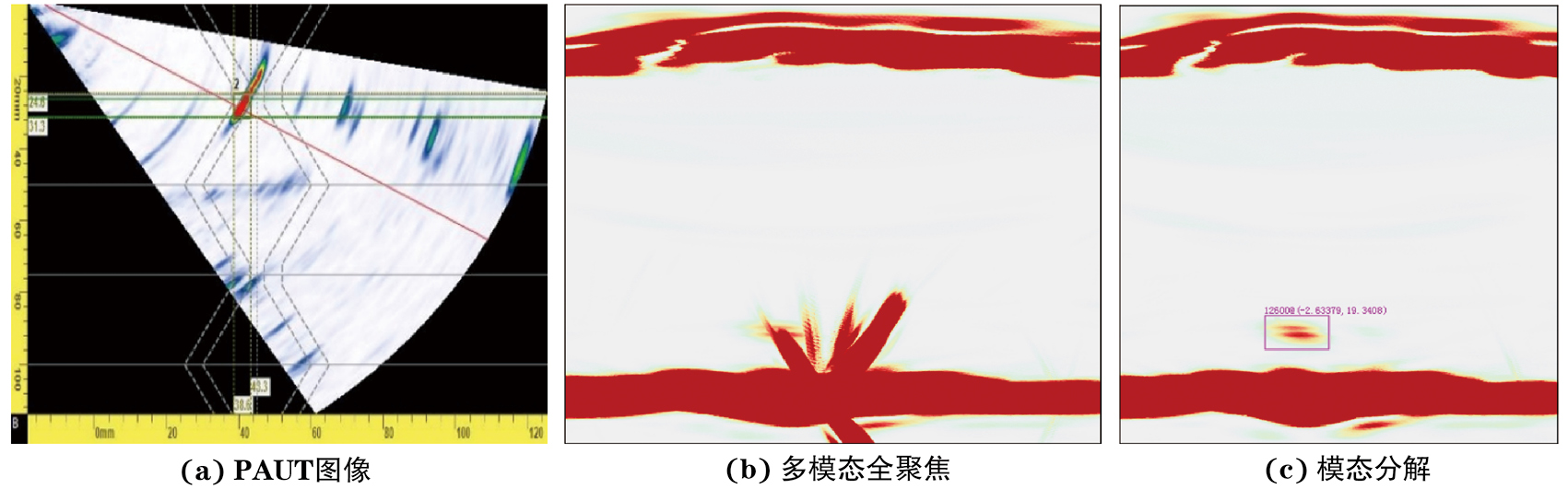
由图18可知,#2缺陷显示在1次波熔合线附近,可判定为靠近焊缝底部的侧壁未熔合,采用−6 dB法测得缺陷高度为6.3 mm;多模态全聚焦图像中通过#2缺陷位置形态,可直观判定为靠近焊缝底部的侧壁未熔合缺陷,通过模态分解衍射信号测得缺陷高度为5.7 mm。PAUT和多模态全聚焦对#2侧壁未熔合缺陷的定量结果相近。
由图19可知,#3缺陷显示在3次波焊缝内部区域,呈单独点状,形状规则,独立存在,可大致判定为焊缝内部气孔或夹渣,采用−6 dB法测得缺陷高度为4.4 mm;多模态全聚焦图像中通过#3缺陷位置形态,可直观判定为焊缝内部气孔缺陷,通过模态分解衍射信号测得缺陷宽度为3.1 mm。可见,PAUT对于#3气孔缺陷的定量结果明显偏大。
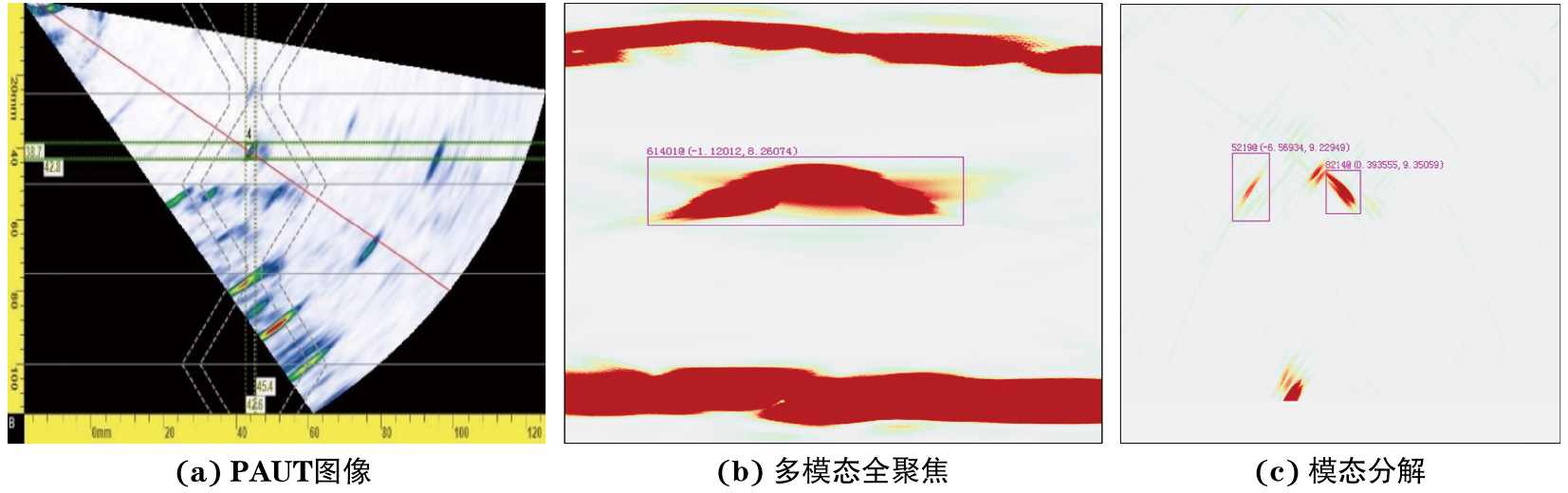
由图20可知,#4缺陷显示在2次波焊缝内部区域,呈单独点状,形状规则,独立存在,可大致判定为焊缝内部气孔或夹渣缺陷,采用−6 dB法测得缺陷高度为4.0 mm;多模态全聚焦图像中通过#4缺陷位置形态,可直观判定为焊缝内部层间未熔合缺陷,通过模态分解衍射信号测得缺陷宽度为6.9 mm。PAUT对于#4层间未熔合缺陷定性结果不准确,定量结果明显偏小,严格来说PAUT不具备对一定宽度尺寸的层间未熔合缺陷的准确定量能力。
由图21可知,#5缺陷显示在1次波焊缝根部区域,位置靠近焊缝中心线,可大致判定为焊缝根部未焊透缺陷,采用−6 dB法测得缺陷高度为4.0 mm;多模态全聚焦图像中通过#5缺陷位置形态,可直观判定为焊缝根部未焊透缺陷,通过模态分解衍射信号测得缺陷高度为4.5 mm。PAUT和多模态全聚焦对#5根部未焊透缺陷的定量结果相近。
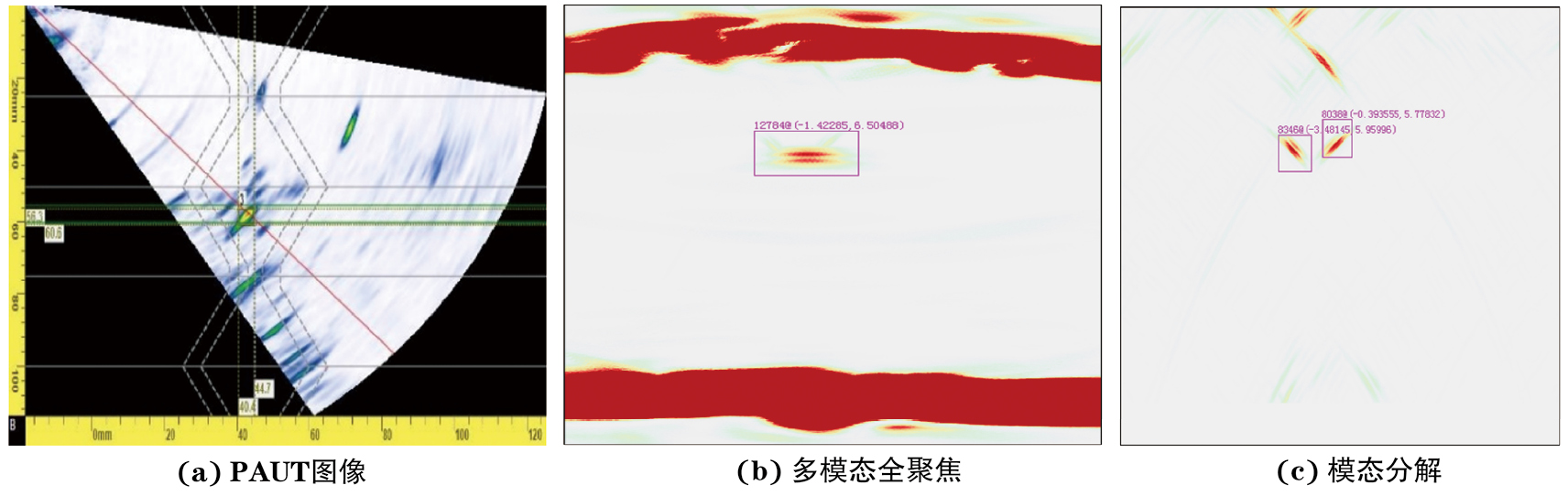
由图22可知,#6缺陷虽显示在2次波熔合线附近,但其呈单独点状,形状规则,独立存在,且对侧伴有微弱衍射信号,可大致判定为焊缝内部气孔或夹渣缺陷,采用−6 dB法测得缺陷高度为3.0 mm;多模态全聚焦图像中通过#6缺陷位置形态,可直观判定为焊缝内部夹渣缺陷,通过模态分解衍射信号测得缺陷宽度为7.1 mm。PAUT对于#6夹渣缺陷定量结果明显偏小,严格来说PAUT不具备对一定宽度尺寸的夹渣缺陷的准确定量能力。
由图23可知,#7缺陷显示在3次波焊缝内部区域,呈单独点状,形状规则,独立存在,可大致判定为焊缝内部气孔或夹渣缺陷,采用−6 dB法测得缺陷高度为4.7 mm;多模态全聚焦图像中通过#7缺陷位置形态,可直观判定其为焊缝内部层间未熔合缺陷,通过模态分解衍射信号测得缺陷宽度为4.6 mm。
(1) 3D扫描成像结果对焊缝内部各缺陷的长度、深度及水平位置等信息的图像化表征立体直观,显著地提高了缺陷的可辨识度。
(2)模态组合成像可有效重构焊缝轮廓结构以及内部埋藏缺陷的真实形态,有效地降低了缺陷定性难度。
(3)模态分解定量可呈现焊缝内部埋藏缺陷的尖端衍射信号,并采用基于衍射信号的定量测量方法,提升了缺陷定量测量结果的准确性。
(4)解决了传统超声和相控阵超声无法有效采集层间未熔合、夹渣缺陷完整信息、无法实现横向缺陷宽度测量的技术难题,降低了缺陷定量偏低甚至漏检的风险。