编辑:无损检测证书挂靠网 时间:2025-03-05 20:14:05
云维锐(1988-),男,本科,主要从事相控阵超声检测工艺研究与应用
奥氏体不锈钢具有良好的室温和低温韧性、焊接性、耐蚀性及耐热性等特点,被广泛应用于船舶、石油化工和核电等行业。为保证船体、管道和设备的安全稳定运行,需要加强对焊缝的检测,常用检测方法中,射线检测法污染环境、对危险面积型缺陷不敏感。超声波检测法在大厚度工件检测中具有优势,是不可替代的检测手段。
相对于普通碳钢焊缝,奥氏体不锈钢焊缝组织不均、晶粒粗大,具有明显的各向异性,对常规超声波横波法具有强烈散射、衰减和扭曲作用,导致检测灵敏度变化大、信噪比低、定位误差大[1]。常规超声和单晶一维线阵横波法穿透力不足,检测困难,特别是较难实现较大厚度奥氏体不锈钢焊缝的检测。
文章分析了奥氏体不锈钢焊缝不同相控阵超声检测方法的声场特征和声压规律,并对单晶一维线阵探头横波法、单晶一维线阵探头纵波法、双晶一维线阵探头纵波法和双晶二维面阵探头纵波法,进行声场工艺分析和试验对比,以寻求奥氏体不锈钢焊缝相控阵检测工艺的研究方向。
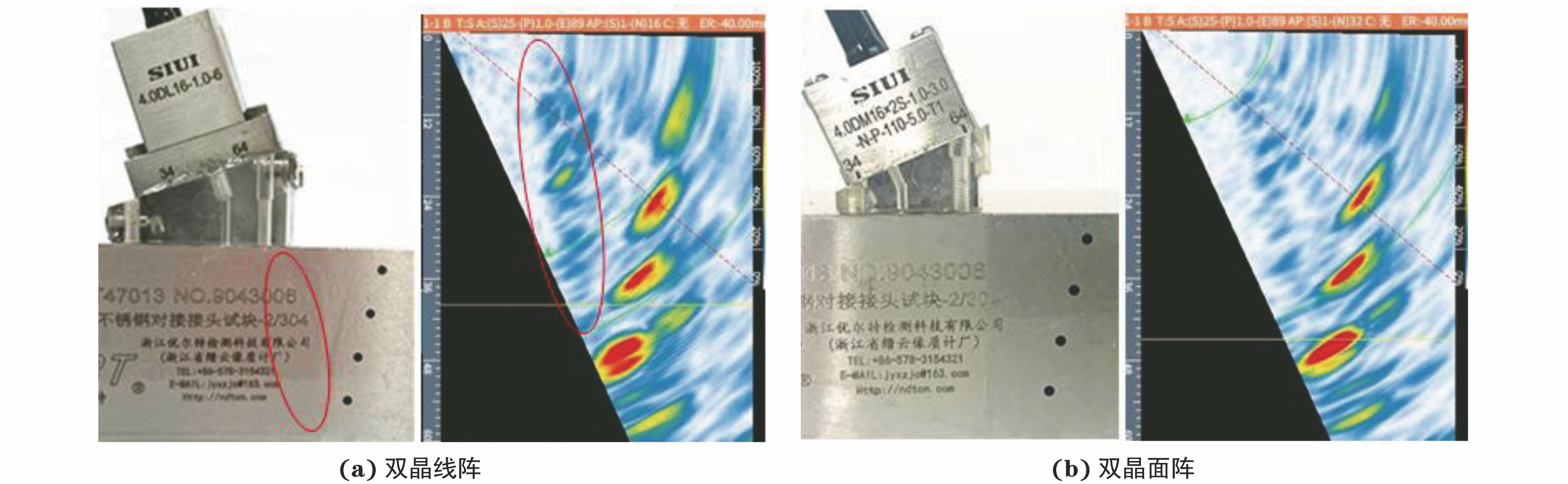
双晶线阵探头实物如图1所示,该探头结合了双晶超声探头和单晶一维线阵探头的结构形式,一般由两个一维线阵模块组成(一个发射器和一个接收器),通过调整晶片延迟时间,一发一收,形成两个模块波束的菱形交汇区域,在交汇区产生声束偏转或聚焦等效果。

① 实现电子聚焦,声束偏转实现大覆盖扫查;② 焊缝晶粒尺寸与纵波波长的比值很小,纵波在焊缝中不会有明显的声散射衰减;③ 纵波各向异性影响较小;④ 具有两种聚焦模式:电子聚焦+声学聚焦,缩小了声束宽度,声场能量更集中,并有效解决了检测盲区的问题。
其菱形聚焦区域固定,声场能量集中区域固定,不利于检测工艺制定的多样化需要,对于厚度较大的工件,往往不能实现全体积声束覆盖,覆盖不同区域则需要更换楔块。
双晶二维面阵探头实物如图2所示,该探头同样含有两个相控阵模块,每个模块都为一个独立的面阵相控阵探头。

① 具备单晶一维线阵探头纵波法的优点;② 具备双晶一维线阵探头纵波法的优点;③ 聚焦方式为电子偏转激发下的声学聚焦+电子聚焦,可以通过控制两个方向上的阵元激发延迟,来获得声束在三维空间内的偏转与聚焦,无需带屋顶角的楔块即可完成声学聚焦,并且偏转角度可调可控,而不需更换楔块;④ 更有利于激发爬波,能将入射角偏转到第一临界角附近,在第二介质中激发爬波[3],探头可以在不更换楔块的情况下将声场能量聚焦到近表面,一发一收激发的爬波没有始波,无近表面盲区,更有利于近表面检测。
二维面阵探头晶片是两个面阵探头的组合,制作切割工艺较为复杂,对生产操作人员的操作水平和专注度有较高要求,生产成本较高。
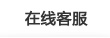
试验专用试块尺寸示意如3所示,在该试块上利用不同深度的横通孔进行测试,使声束扫过横孔,结合对不同深度反射体的回波幅值的统计,能快速准确描述固体中的声场特性。
将探头主动轴方向与横通孔垂直放置,设置不同的焦点深度f,对不同深度横通孔进行扫查,读取同增益值不同焦点下各深度横通孔的回波幅值,记录并绘制距离-波幅特性曲线图。曲线测试现场如图4所示,单晶一维线阵探头距离-波幅特性曲线如图5所示。

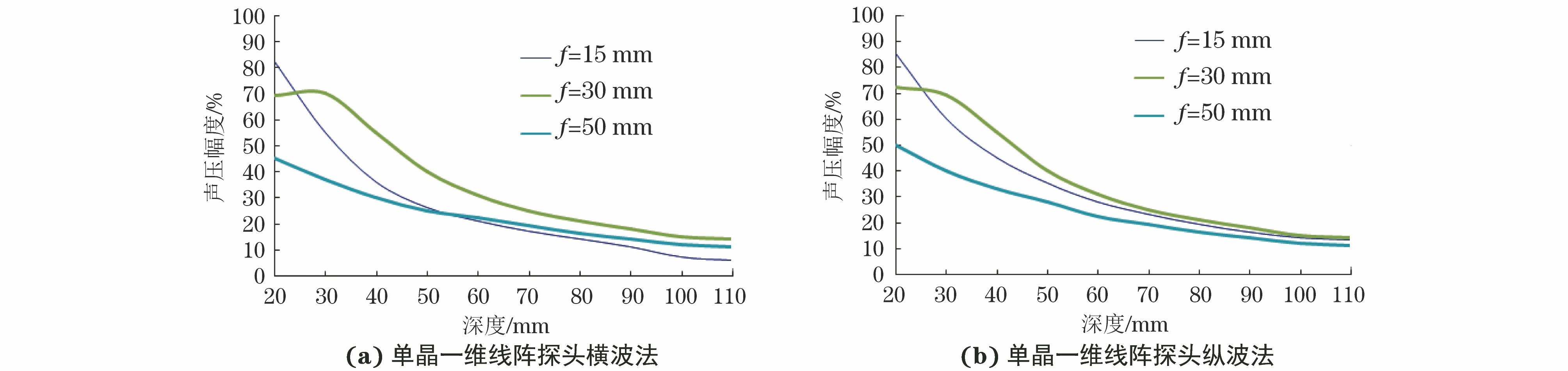
(1)单晶线阵横波法和单晶线阵纵波法
距离波幅特性即DAC曲线呈现的特性,可以反映声压随声波传播距离的变化规律。相控阵技术可通过阵元延迟激发,来获得声束聚焦的效果,理想状态下,在焦点附近应为声能的集中区域,焦点深度处的声压幅度最高,两侧逐渐降低,特性曲线应为抛物线,但从图5中看出,无论单晶线阵横波法和单晶线阵纵波法,除了焦点深度较小时(如10~15 mm)略呈抛物线状外,在焦点深度逐渐增大后,距离-波幅曲线基本上呈单向下降的规律(见图6),实际上能量有向焦点附近集中趋势的,但是深度较大区域距离衰减的作用掩盖了单一电子聚焦的宏观效果,故不呈现抛物线状。

(2) 双晶线阵和双晶面阵纵波法
双晶一维线阵和双晶二维面阵探头距离-波幅特性如图7所示。由图7可知,双晶一维线阵和双晶二维面阵探头的距离-波幅特性曲线都呈抛物线状,说明该类探头的声压幅值在深度方向形成了明显的声能集中区域。
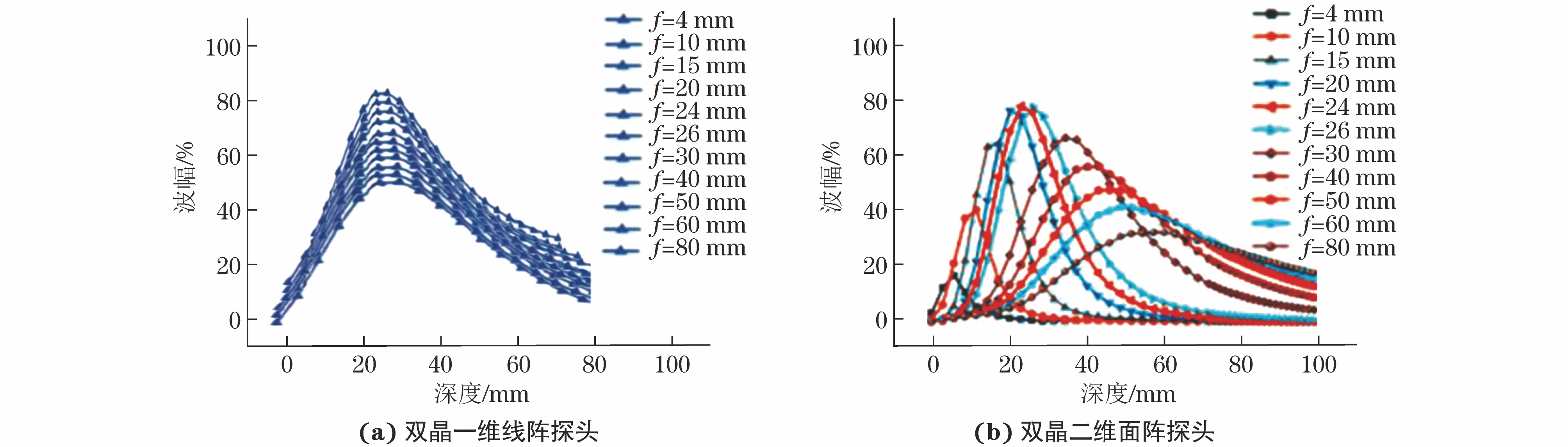
对于双晶探头,其距离-波幅特性也可以反映出声能的集中区域和集中程度,如图8所示,一般情况,将与最大回波的高度差为0~6 dB时所对应的深度区间作为声能集中的深度范围,也作为该探头可应用的深度范围。因此,距离-波幅特性可作为工艺设置的重要参考依据。

然而双晶一维线阵探头和双晶二维面阵探头二者也存在差异性。
双晶一维线阵探头的声学聚焦主要由楔块屋顶角物理结构形成,菱形聚焦区域固定,不受电子偏转控制,调节焦点时距离-波幅曲线的形状几乎不发生变化,声能仍集中在原来的深度,对于较厚工件是不利于设置最优检测工艺的,只能通过更换楔块进行调整。
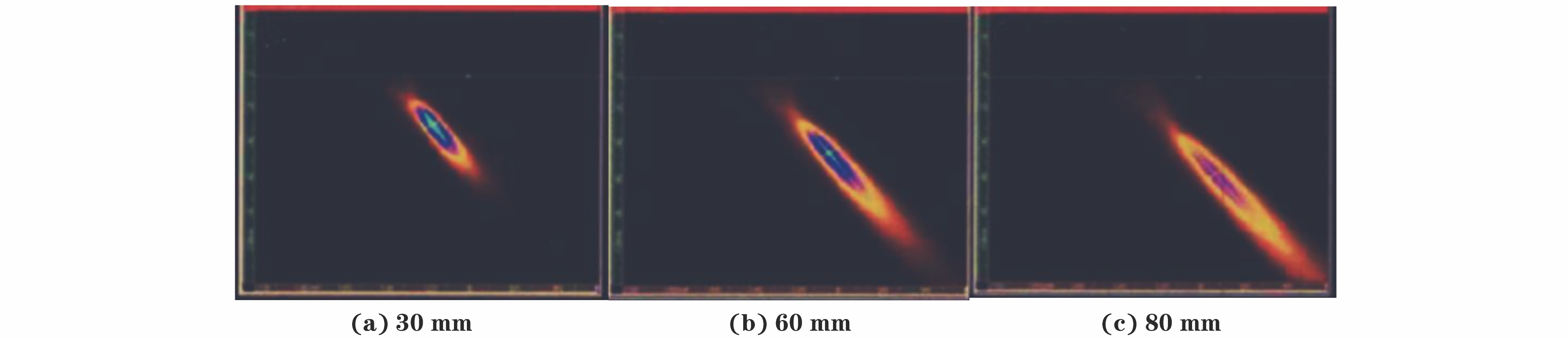
双晶二维面阵探头的声学聚焦由电子偏转激发,可在侧向控制电子偏转角度,以实现菱形聚焦区的调控,所以焦点变化时,可激发不同的距离-波幅特性曲线,且呈现出声能集中区域和集中程度的规律性(见图9),即当焦点增大,聚焦区域往大深度方向移动,且覆盖深度范围加大,但声能会分散,灵敏度降低。故设置工艺时,采用合适的焦点有利于将声场聚焦在检测区域,使该区域声场能量集中,最大限度提高穿透性和信噪比,尤其对于大厚度工件的检测其优势较大。
利用4种相控阵探头对NB/T 47013.15—2021 《承压设备无损检测 第15部分:相控阵超声检测》 附录I中奥氏体不锈钢对比试块2进行检测,穿过焊缝区对侧的4个横通孔进行扫查成像。检测结果如图10,11所示。
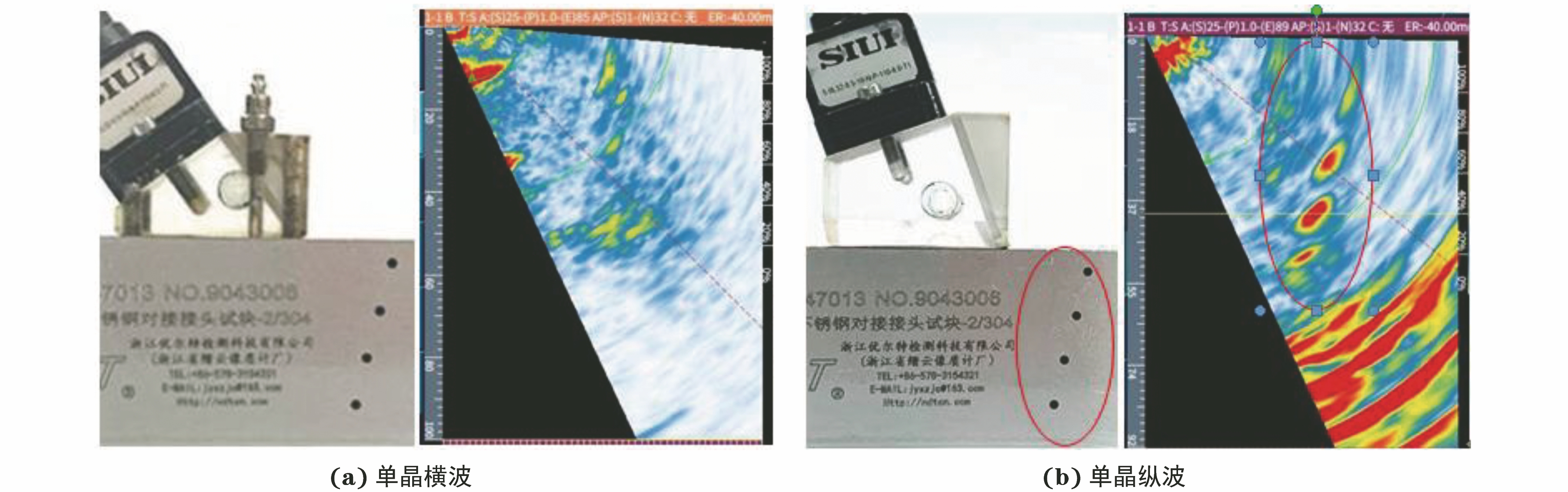
由图10可知,单晶一维线阵横波的扇扫图像中并没有出现4个横通孔的回波影像,只显示严重的噪声回波,说明横波根本无法穿透该奥氏体不锈钢焊缝;单晶一维线阵纵波的扇扫图像中出现4个横通孔回波影像,说明常规单晶相控阵纵波法基本能够穿透焊缝区,但焊缝区域仍然出现较强烈的噪声回波,难以满足检测范围内最大声程处ϕ2 mm横通孔信噪比达到2∶1的要求。另外由于存在始波及近表面盲区,探测范围50 mm以上区域出现严重的楔块固有反射波,主要是因为无法实现纯纵波检测,且工件底面波形会发生转换而衍生更多复杂情况。
由图11(a)可知,双晶一维线阵纵波的扇扫图像中出现4个横通孔回波清晰影像,焊缝区域没有出现严重噪声回波,即使在频率为4 MHz情况下,检测范围内最大声程处ϕ2 mm横通孔信噪比达到12 dB,同时保留了较好的分辨率和图像清晰度,并且一发一收模式下,无近表面盲区。但由于采用同一个屋顶角楔块时,声学聚焦区域固定,并不能获得最优工艺的聚焦设置,所以在采用较高频率时,可能会在声阻抗存在差异的母材与焊缝交界处,出现少许界面回波。由图11(b)可知,
双晶二维面阵探头的扇扫图像中出现4个横通孔回波清晰影像,即使在频率为4 MHz情况下,焊缝中噪声明显减弱,检测范围内最大声程处ϕ2 mm横通孔信噪比达到16 dB,无近表面盲区。
某石化炼化基地由于运输腐蚀性介质需要,大量采用奥氏体不锈钢制成的防腐性管道,防腐管道管径大、管壁厚(40~60 mm),管线复杂。这些管道的检测,较难采用射线检测中源在内的单壁透照方式,而源在外的双壁透照方式难以穿透两倍的壁厚,或曝光时间过长,灵敏度差。常规超声横波法的衰减过大,工期紧急,管道的质量保证成为项目组的燃眉之急。
从某现场截取一道焊口,管径为400 mm,壁厚为40 mm,V形坡口,焊缝宽度为42 mm。该焊口实物如图12所示,在焊口中发现两处自然形成的内部裂纹,为了验证的完整性,在工件内外表面额外刻了3个人工表面刻槽,缺陷信息如表1所示,其中两处内部裂纹尺寸为射线检测结果。

| 编号 | 类型 | 缺陷长度 | 缺陷深度 | 自身高度 | 备注 |
|---|---|---|---|---|---|
| 1 | 内部自然裂纹1 | 20 | - | - | 偏A侧 |
| 2 | 表面人工槽 | 15 | 0 | 2 | 偏A侧20 mm |
| 3 | 底面人工槽 | 15 | 38 | 2 | 中心 |
| 4 | 表面人工槽 | 15 | 0 | 1.5 | 偏B侧20 mm |
| 5 | 内部自然裂纹2 | 50 | - | - | 中心 |
根据前文的理论对比和试验对比结果,认为双晶二维面阵探头纵波法的方案最佳,由于管道壁厚较厚,所以选择频率为2.25 MHz,单侧晶片数为7×4的双晶二维面阵探头,仪器采用汕头超声仪器研究所股份有限公司生产的Syncscan 32PT型便携式超声相控阵检测仪,
其探头型号为2.25DM7×4S-2.71-3.0,楔块型号为D19N80L3-I,采用扫查架PES-02,校准试块为奥氏体不锈钢对比试块。检测仪实物如图13所示。

声束覆盖方面,可采用一次纵波覆盖焊缝内部,但无法覆盖近表面,故采用爬波进行近表面覆盖,声束覆盖模拟如图14所示。
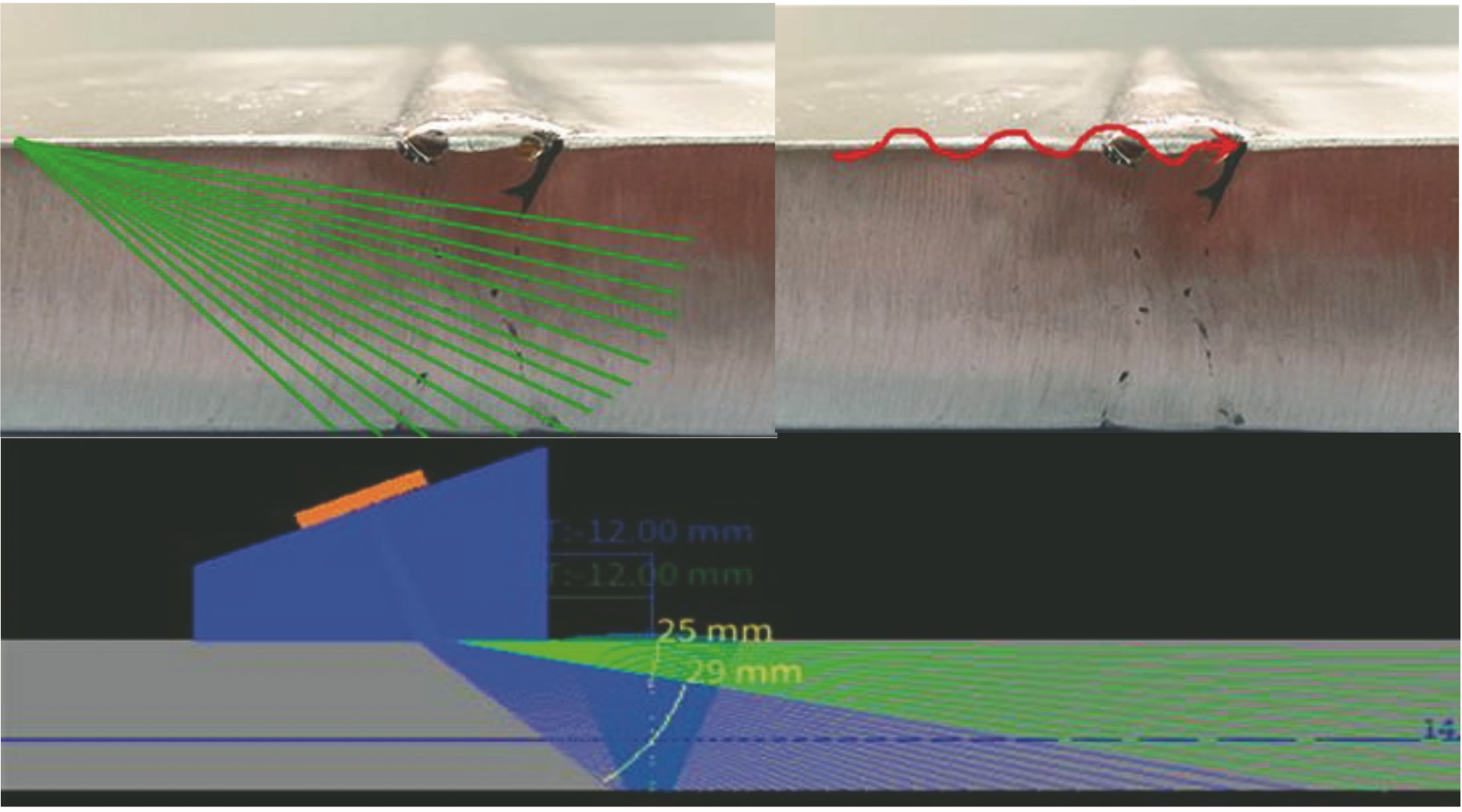
虽然爬波和纵波均可采用同一探头激发,但是爬波和一次纵波在声速、声学聚焦工艺、声场聚焦区域、灵敏度和验收方法方面均有差异,所以分成两个检测通道(分别为爬波通道和纵波通道),以分别检测近表面和内部缺陷,其中双晶面阵探头可覆盖近表面水平方向长度约50~60 mm,深度方向约6 mm。由于均为同一探头激发,实际扫查一次即可完成检测。检测时,采用声程聚焦模式,并使两通道的菱形聚焦区域与被检焊缝坡口区域重合。
分组扫查结果如图15所示。对检测数据中记录的缺陷进行测量,测量结果如表2所示。

| 编号 | 类型 | 缺陷长度 | 缺陷深度 | 自身高度 | 备注 |
|---|---|---|---|---|---|
| 1 | 内部自然裂纹1 | 20.30 | 15.12 | 6.02 | 偏A侧 |
| 2 | 表面人工槽 | 16.23 | 0 | 3.12 | 偏A侧20 mm |
| 3 | 底面人工槽 | 17.04 | 36.42 | 3.58 | 中心 |
| 4 | 表面人工槽 | 16.30 | 0 | 1.80 | 偏B侧20 mm |
| 5 | 内部自然裂纹2 | 54.47 | 19.66 | 6.58 | 中心 |
由图15可知,试块中的所有缺陷都能检测出来,且人工槽的长度和深度的测量结果与预制参数几乎一致,自然裂纹长度和射线底片显示长度几乎一致,并刨开实物发现了裂纹(与检测结果对应),说明该方案检测工艺具有可靠性,可应用于实际检测。
射线检测对于面积型缺陷不敏感,如内部自然裂纹1和内部自然裂纹2,底片上很难辨别裂纹的轮廓,容易漏判。双晶面阵相控阵法却可在图谱中清晰辨别出裂纹缺陷,具有较高的信噪比和灵敏度,能够检出裂纹缺陷全貌。
在对侧表面刻槽的检出上,双晶二维面阵探头激发的爬波能穿过衰减更大的、宽度为42 mm的焊缝,依然能检出自身高度为1.5 mm的对侧表面刻槽,也说明双晶二维面阵探头更有利于激发爬波,并且双晶面阵探头放置在2#表面刻槽本侧依然能检出缺陷,更验证了其无近表面盲区的优势,推荐在现场进行应用。
针对奥氏体不锈钢焊缝检测,经过对比和试验分析,得到以下结论。
(1)单晶线阵横波法因衰减过大无法得到应用;对于单晶一维线阵纵波法,其具备一定穿透能力,但是由于盲区、结构回波和探测范围等因素影响,也难以在现场应用。
(2) 双晶一维线阵探头纵波法能够较好穿透衰减很大的焊缝区域,并且有较高的信噪比,满足标准要求。但是由于双晶一维线阵探头必须搭配不同屋顶角楔块才能实现不同深度的聚焦区域覆盖,不利于大厚度工件检测工艺的制定。
(3)双晶二维面阵探头纵波法能穿透大厚度不锈钢焊缝,具有更高的灵敏度和信噪比,并且菱形聚焦区域可根据需要调整,无需频繁更换楔块,工艺设置灵活,且能调整声场能量使其聚焦到工件表面,而利于激发爬波。
推荐阅读: