编辑:无损检测证书挂靠网 时间:2025-02-25 14:23:16
刘竞雄(1991-),男,工程师,主要研究方向为承压类特种设备检验检测及金属材料无损检测
叶片作为航空发动机的核心零件,其可靠性直接影响到发动机的利用率、经济效益以及飞机的飞行安全[1]。为使其在恶劣的工作环境中正常运转,叶片往往采用性能良好但价格昂贵的合金材料制成,所以对于叶片上出现的裂纹常常采用激光熔覆修复的方式进行处理。而裂纹的分布情况对其修复具有一定的指导意义,因此,对涡轮叶片进行裂纹的检测及其分布情况分析是非常有必要的。针对裂纹缺陷的无损检测,传统的检测方法有射线检测、磁粉检测、渗透检测、涡流检测和超声检测等方法。其中,X射线检测法的主要缺点是不易检测出面积性缺陷,并且存在辐射风险;磁粉检测法的主要缺点是只能检测铁磁性材料,检测范围小,检测速度慢;渗透检测法的主要缺点是成像不直观,所使用的渗透剂和显像剂对人体有害;涡流检测法的主要缺点是检测速度较慢,检验的材料只能是导电材料;超声检测法的主要缺点是需要使用耦合剂并且主要适应于内部缺陷检测。由此可见,传统的无损检测方法对涡轮叶片裂纹的检测存在着诸多局限性[2-6]。
超声红外热成像技术作为近年来一种新兴的检测方法,将低频超声波和红外热成像相结合,通过超声激励的方式对被检测对象进行成像检测[7-8],具有检测范围广、检测速度快、安全可靠等诸多优点[9]。对于涡轮叶片,该方法不受叶片表面涂层的影响,因此既可用于叶片制造阶段的裂纹检测,也可用于叶片服役阶段的裂纹检测。现已有大量研究表明超声红外热成像检测方法对于金属零件表面裂纹具有良好的检测效果。CHOI等[10]使用超声红外热成像技术对汽车活塞的自然裂纹进行检测,并研究了超声频率和功率对检测的影响。结果表明,超声红外热成像技术可以检测出活塞上的缺陷,并且在超声频率为20 kHz、功率为100 kW时,缺陷点上的温升最高。FAVRO等[11]使用超声红外热成像技术在金属样品中观察到了短至20 μm的疲劳裂纹。YANG等[12]使用超声红外热成像技术对一种航空用CFRP复合材料进行检测,针对复合材料多层结构导致热图像中缺陷的不连续性,利用少量热图像,提出了包括时域和空间域方法的缺陷合并算法,结果表明,该算法能够有效地检测和评估热图像的冲击损伤,定量评估的准确性也相应提高。但目前关于裂纹分布情况对超声红外热成像检测结果影响的研究较少。
文章基于超声红外热成像检测原理,搭建了超声红外热成像检测平台,然后利用该检测平台检测了几种裂纹分布情况不同的叶片,通过对检测结果的分析,说明了超声红外热成像检测方法对涡轮叶片裂纹检测的可行性和涡轮叶片上裂纹分布密度对检测结果的影响。
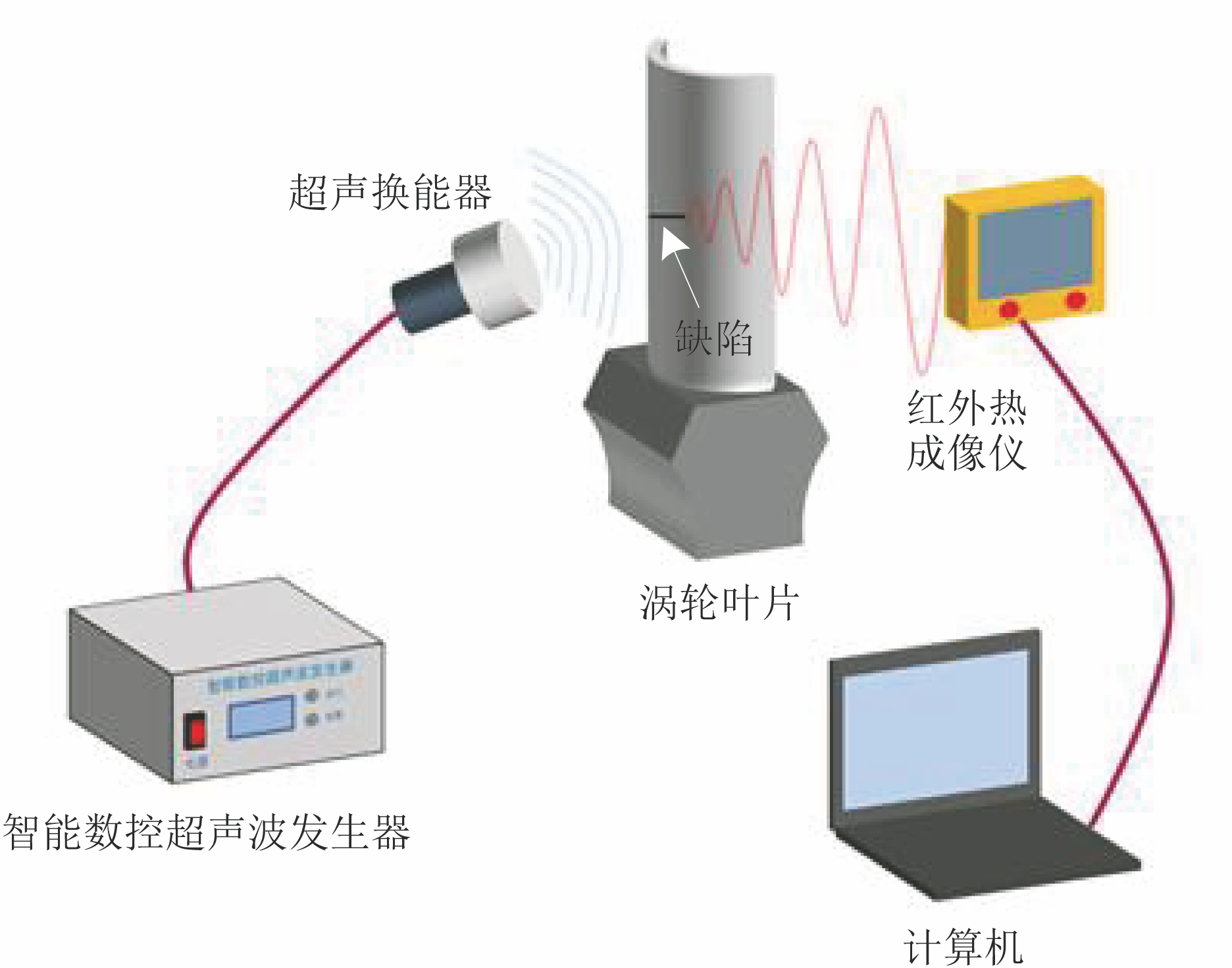
超声红外热成像检测原理示意如图1所示,在短脉冲、低频度的超声激励作用下,裂纹缺陷表面会受到摩擦或拍击作用而产生热量,热量以缺陷为中心向周围传导,使用红外热成像仪观察这种现象,就可以快速地检测到缺陷。
罗立等[13]对物体的表面温度进行了分析,将含有微裂纹的弹性体在简谐振动作用下的三维瞬态动力学有限元方程表示为
| (1) |
式中:M,C,K,P,R分别表示质量矩阵,阻尼矩阵,刚度矩阵,简谐外载荷矩阵,裂纹接触力矩阵;Ü, ,U分别表示节点加速度矩阵,节点速度矩阵和节点位移矩阵。
,U分别表示节点加速度矩阵,节点速度矩阵和节点位移矩阵。
由式(1)可得,R为
| (2) |
根据式(2),裂纹处的热流密度可以表示为
| (3) |
式中:q(t)为裂纹位置的热流密度:μs,μd,c分别为裂纹位置的静摩擦系数,动摩擦系数以及静摩擦系数转换成动摩擦系数的速率系数;RN(t)为法向接触力;v(t)为接触点的切向对照速率。
根据热传导方程
| (4) |
式中:T,t分别为温度和时间;α为扩散效率。
在理想状态下,不考虑表面对流与辐射热换,可通过推算得到裂纹范围的温度改变,即,通过红外热成像仪观察此现象,可判断出叶片上是否存在缺陷。
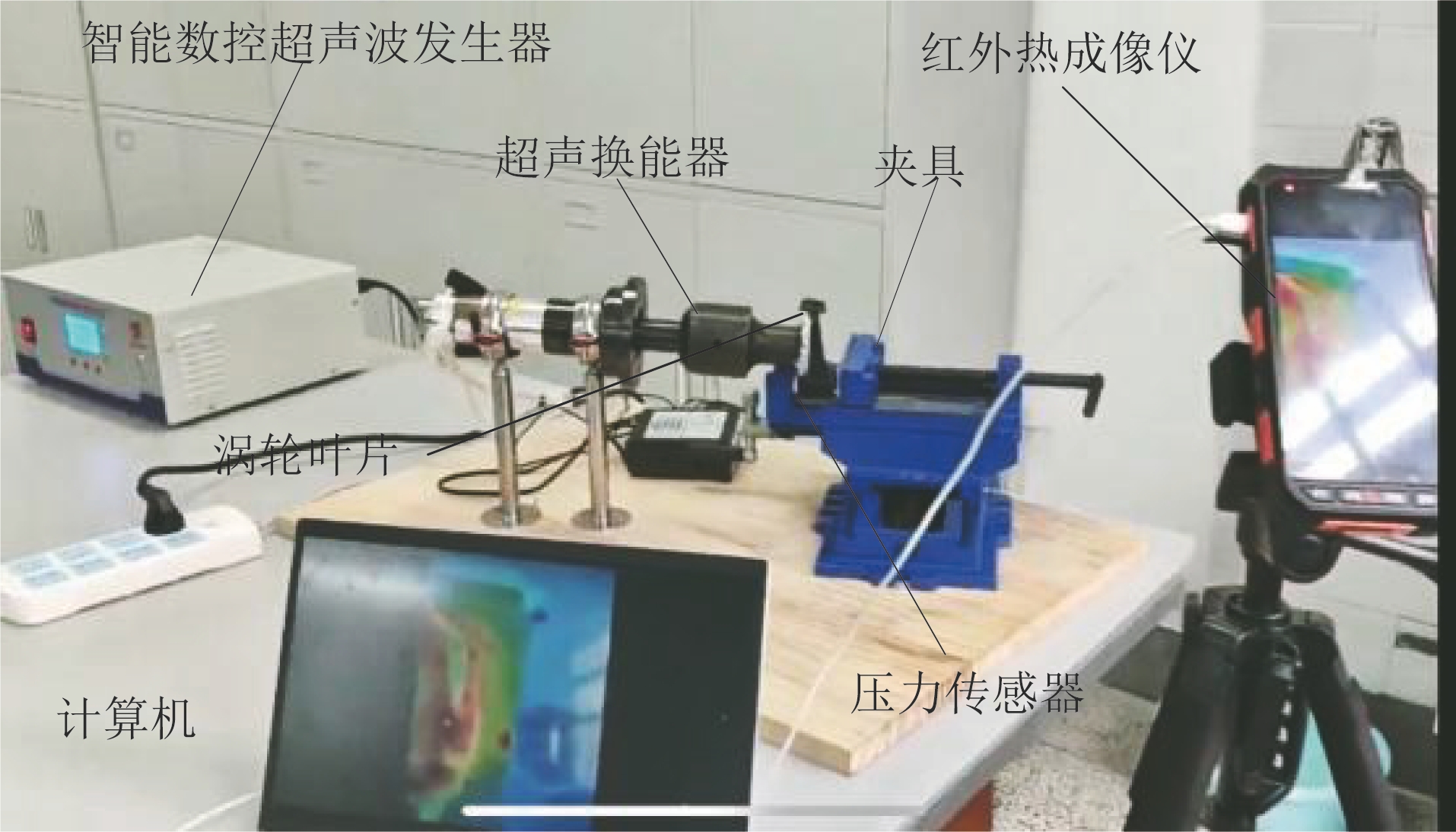
根据超声红外热成像原理搭建试验系统,其组成如图2所示。该系统主要由UW20-1A-CFN-175092型智能数控超声波发生器、精密十字台钳夹具、红外热成像仪、ZNLBM-IIX-50 kg型测力传感器、BSCC-H2型四位显示仪表、计算机等构成。智能数控超声波发生器的作用是把市电转换成与超声波换能器相匹配的高频交流电信号,驱动超声波换能器工作。超声换能器将前端传入的电信号转换成超声波再传递到夹具夹持的叶片上,而自身仅消耗极小的一部分能量。夹具的作用是给涡轮叶片一定的预紧力,因为预紧力过小会导致变幅杆与试件表面接触不够紧密,从而引起裂纹界面摩擦碰撞生热效率降低,能量耗散增大,并且当预紧力大于150 N时,检测效果较好[14]。测力传感器的作用是确定夹具给涡轮叶片的预紧力大小。红外热成像仪的作用是将待检测物体的温度分布转换成可视图像。计算机与红外热成像仪连接,方便数据的记录分析和图像处理。
为了研究超声红外热成像的检测方法对含不同分布类型的叶片的检测效果,采用了含3种不同裂纹的涡轮叶片作为被检测对象,选用的超声波发装置的发射功率为750 W,超声换能器的类型为ϕ 55 mm的圆形超声波换能器(中心频率为15 kHz),夹具的预紧力为150 N,所采用的激励电压为220 V。
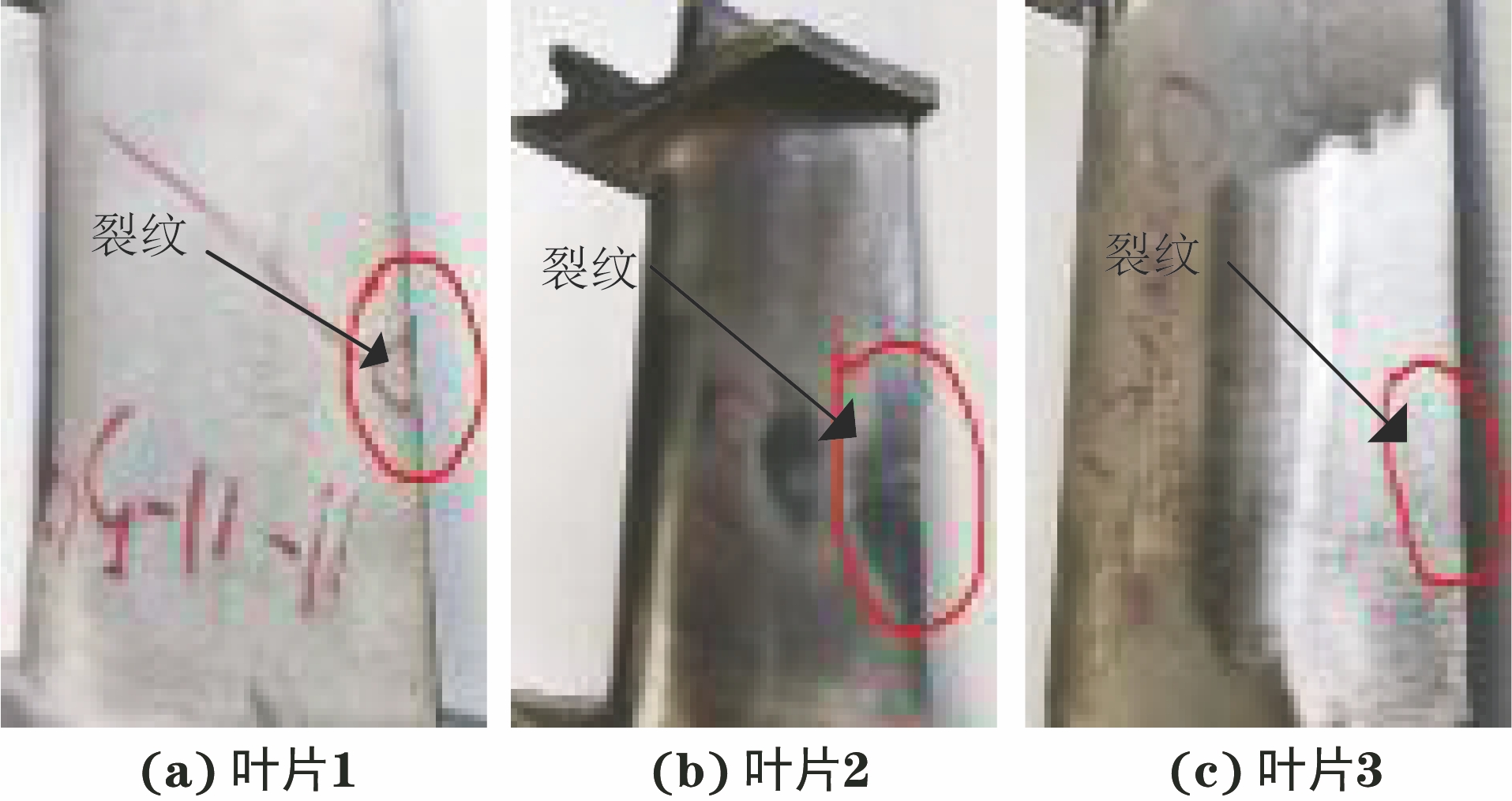
被检测叶片如图3所示,其中,叶片1的裂纹是独立分布的;叶片2、叶片3的裂纹是弥散分布的,并且叶片2的裂纹分布密度小于叶片3的裂纹分布密度,试验前对裂纹分布位置做出标记。
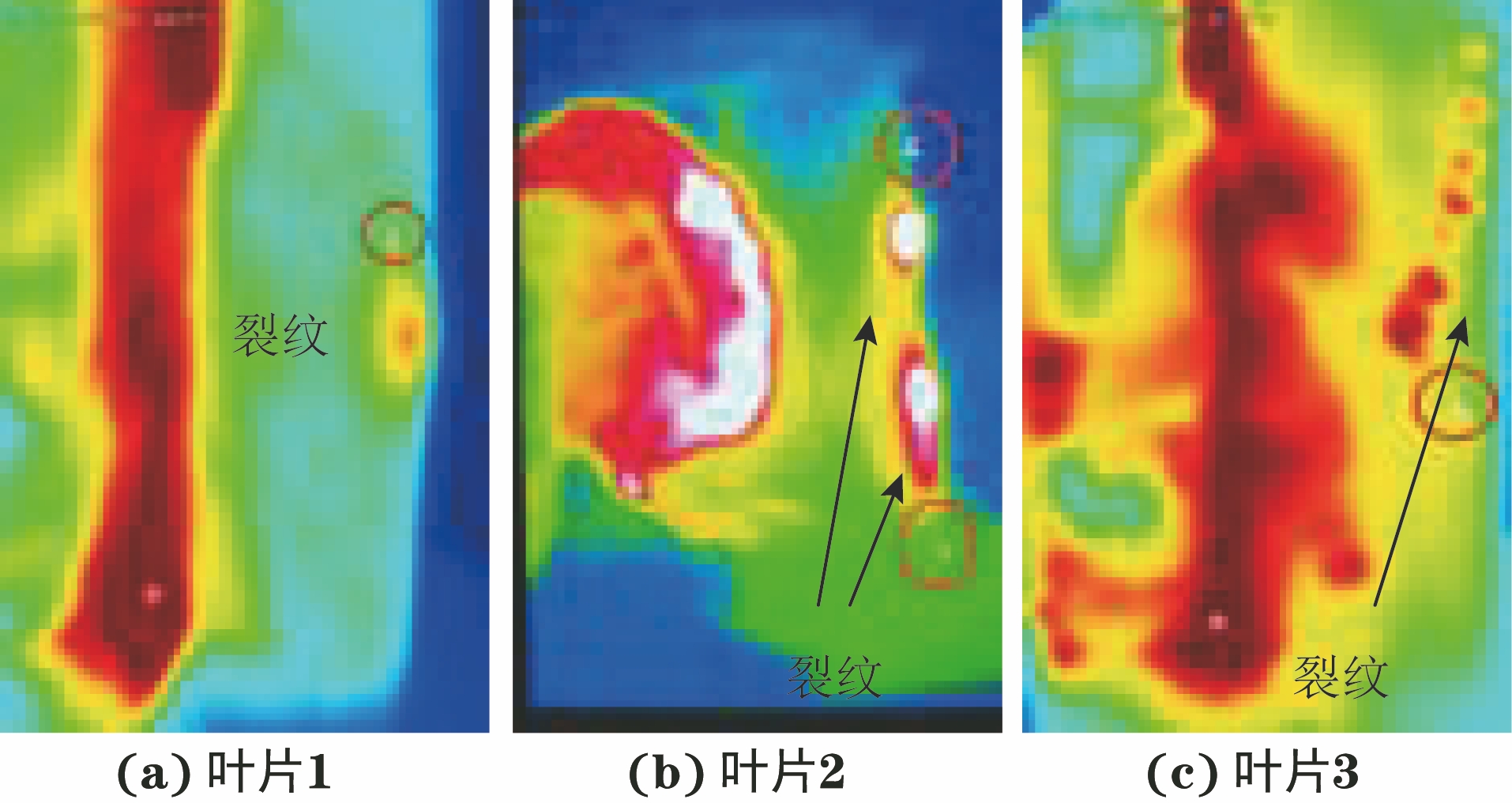
将被检测涡轮叶片夹持在夹具上,在缺陷位置均匀涂抹耦合剂,排除超声换能器和涡轮叶片表面之间的空气,确保超声换能器和涡轮叶片接触,然后实施检测得到的检测结果如图4所示。
通过对试验现象的观察和对试验结果的分析,可以得到以下结论。
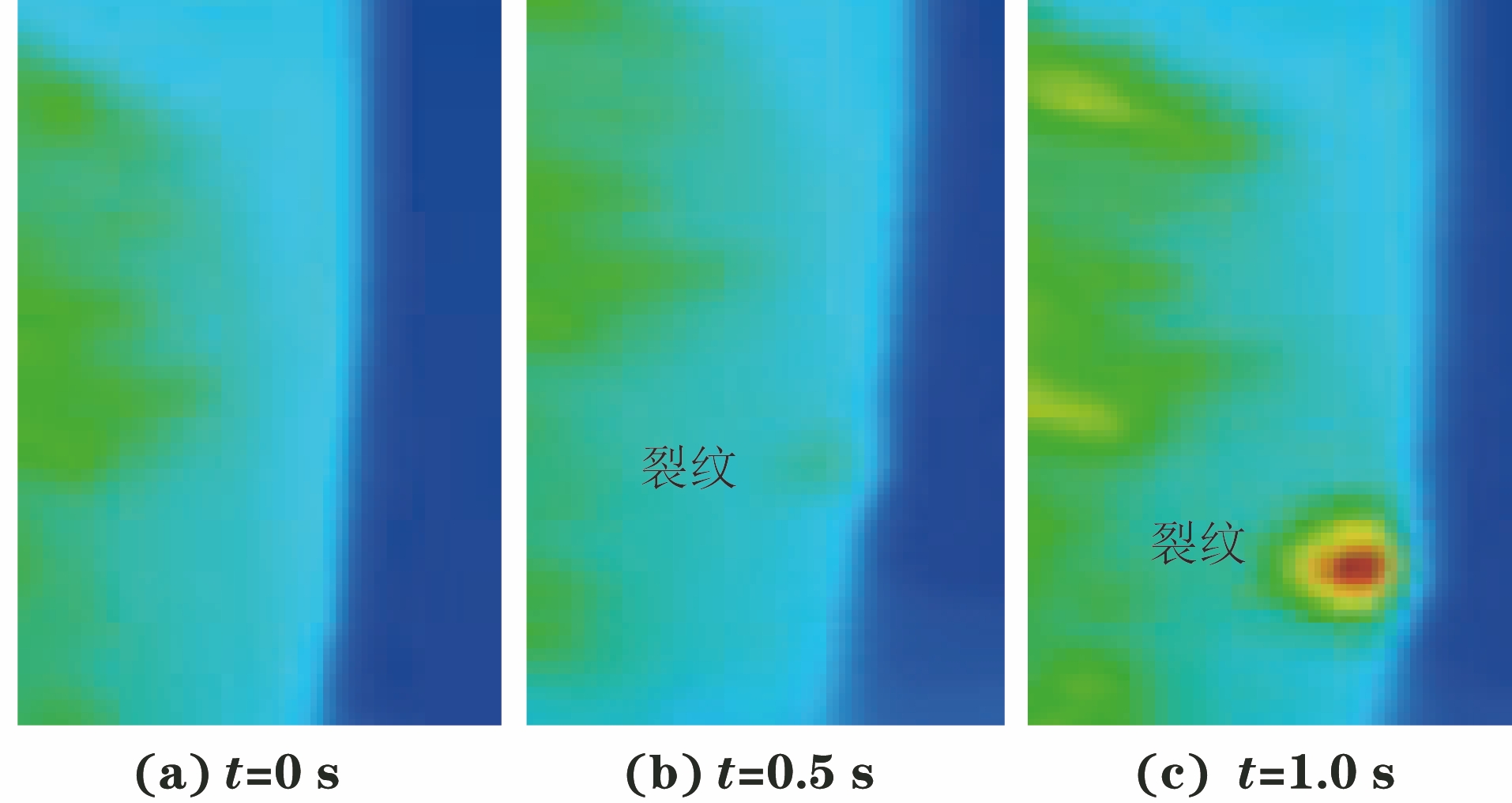
(1)超声激励作用于涡轮叶片上,约经过1 s时,缺陷便可通过红外热成像仪观察出来,因此,该方法能够实现对涡轮叶片缺陷的快速检测。其红外热图随时间的变化如图5所示。
(2)由图4可知,每片涡轮叶片都有除缺陷以外的大面积高温区域,这是因为超声换能器和涡轮叶片接触良好,并且涡轮叶片的材料为导热性良好的金属材料,热量的传导会在较大范围内产生一个高温区域,而对检测结果的观察有一定影响。
(3)图4(a)所示为缺陷独立分布时涡轮叶片的检测结果,可以发现,超声红外热成像检测方法对于缺陷独立分布的涡轮叶片的检测结果良好,能够准确清晰地反映缺陷的大小和位置。
(4)图4(b)、(c)所示为缺陷弥散分布时涡轮叶片的检测结果,可以发现,超声红外热成像检测方法对于缺陷弥散分布的涡轮叶片的检测效果一般,没有对缺陷独立分布时的检测效果好;另外,随着涡轮叶片裂纹分布密度的增加,红外热图上出现的裂纹数量愈加密集,并且随着检测时间延长,这些裂纹处的红外热图相互影响,难以对叶片上的裂纹数量做出定量分析。
鉴于超声红外热成像检测技术的优点,根据其原理搭建了超声红外热成像检测系统,对含3种分布类型裂纹的涡轮叶片进行了检测。结果表明,该方法能够准确、快速地检测出涡轮叶片上裂纹缺陷独立分布时的大小和位置;对于涡轮叶片上裂纹缺陷弥散分布的情况,该方法能够定性判断出叶片上是否存在裂纹缺陷,但难以定量分析裂纹缺陷的数量,并随着叶片上裂纹分布密度的增大,不同裂纹部位的红外热图相互重合,从而对裂纹数量的分析产生不利的影响。这种现象可能是涡轮叶片的材料造成的,对于导热性差的材料,超声红外热成像技术可对其上弥散分布裂纹的数量进行定量分析。在今后的研究中,将针对裂纹弥散分布的几种导热性不同的材料进行超声红外热成像检测,验证材料导热性对裂纹定量分析的影响。
推荐阅读: