编辑:无损检测证书挂靠网 时间:2025-01-09 19:44:09
王慧(1988—),女,研究方向为含能材料CT检测技术应用,menghen16@163.com
炸药是武器杀伤、破坏和动力能源的重要组成部分,整个武器系统效能的稳定要求炸药具有良好的安全性和可靠性[1]。炸药试件在压制、机加、后处理等过程中可能会产生裂纹,裂纹的存在会对炸药试件的力学性能、爆轰性能及安全性等产生不利影响,还可能影响炸药试件的库存可靠性[2]。为了开展炸药的结构强度评估,建立强度准则和失效判据、分析起裂诱因以及裂纹对爆轰及环境适应性的影响等研究,需要对裂纹进行精确地表征和定量分析。计算机层析成像(CT)技术是当前应用较为广泛的无损检测技术[3],在航空航天、核电、兵器、新材料研究等多个领域中都发挥了重要的作用[4],多用于缺陷检测、尺寸测量、密度表征、结构分析等方面[5-6]。当前,炸药内部裂纹CT尺寸测量技术的不足,主要表现在测量受检测条件影响较大,尺寸定量精度低,进而使得炸药件内部细小裂纹的测量误差较大,无法对裂纹宽度进行精确地定量表征。解决上述问题的途径是根据被检炸药试件的特性(尺寸、密度、组分等),讨论检测参数(检测电压、电流、放大率、体素大小等)对检测精度的影响,从而得到最优检测参数与工艺条件。
文章通过在炸药试件表面加工不同宽度尺寸的标准线槽,再将其与相同材料的炸药试件进行端面对粘,实现在炸药试件内部预制已知标准尺寸裂纹的目的,然后改变检测参数与工艺条件对试件进行试验,得到不同检测参数对测量精度的影响规律,分析讨论了高精度、高效率地测量炸药试件(尺寸小于10 mm的始发药等)裂纹宽度的最佳检测工艺条件。
CT成像及测量采用微米CT设备,该设备可进行一次几何放大和二次投影放大,最小空间分辨率为0.5 μm;样品加工装置为飞秒激光加工试验平台,飞秒激光器功率为5 W,重频为50 kHz/100 kHz,波长为1 030 nm,电控位移台的精度为5 μm,最大运动速度为10 mm/s;样品标准裂纹宽度测试采用海克思康光学非接触式影像测量仪,该仪器型号为443 Dual Z,测量精度为0.001 mm。
用于预制模拟裂纹的TATB基炸药件样品主要由黏结剂和TATB晶体组成,该类型炸药作为一种脆性材料,在外载荷的作用下易发生开裂。常温下的开裂破坏以穿晶断裂为主,而高温下的开裂则表现为黏结剂断裂或晶体与黏结剂的脱黏,裂纹走向较为曲折和复杂。该类型炸药主要的装配和使用环境是常温,因此其在开裂时以穿晶断裂为主,开裂时的扩展路径较平直,裂纹面相对比较平整。另外该类型炸药件为模压成型,在装配和使用过程中主要受到轴向的压力,因此裂纹主要沿着轴向方向扩展,开裂面与样品端面垂直。因此试验在常温下开展,并且预制了与样品端面垂直的平直裂纹用于模拟炸药件在装配或使用过程中产生的裂纹。
试验目的是为了得到不同检测参数对测量精度的影响规律,探讨CT测量小尺寸始发药(ϕ10 mm)裂纹的最佳检测工艺条件。由于始发药尺寸较小且规格单一,因此只需要制备一种直径为10 mm含模拟裂纹的炸药件样品。在该尺寸条件下,改变检测电压(40~80 kV)、电流(125~250 μA)后,CT成像结果无伪影和射束硬化影响,不会对成像质量和裂纹检测产生影响。
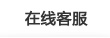
试验样品是2个ϕ10 mm的TATB基PBX炸药件通过端面对粘而成的。其中一个炸药试件的端面用飞秒激光器加工了8条不同宽度的线槽来模拟不同尺寸的裂纹,如图1所示。分别对其命名为裂纹1~裂纹8,采用光学非接触式影像测量仪对此8条裂纹表面的宽度进行测量,结果如表1所示,测量其作为裂纹的实际值。采用炸药试件黏接工艺将有裂纹的端面与另一相同材料、相同端面尺寸的炸药件黏接在一起,薄涂专用黏接胶时胶液未流入槽内,固化48 h后完成样品的制备。
| 项目 | 裂纹1 | 裂纹2 | 裂纹3 | 裂纹4 | 裂纹5 | 裂纹6 | 裂纹7 | 裂纹8 |
|---|---|---|---|---|---|---|---|---|
| 槽宽/mm | 0.020 | 0.086 | 0.168 | 0.326 | 0.018 | 0.085 | 0.163 | 0.316 |
在微米CT设备上开展样品的CT扫描成像试验。主要改变的检测参数为射线源能量(检测电压、检测电流)和射线源–探测器距离(SDD),单幅投影图采样曝光时间为3 s,样品旋转360°,投影图采样数为1 601。
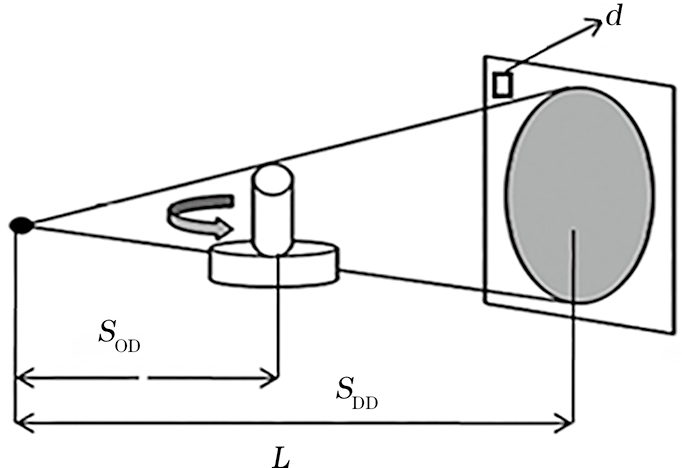
CT检测原理与几何放大成像示意如图2,3所示。由图3可见,射线源固定,通过调节SDD及SOD(射线源到被检样品的距离),可实现几何放大成像,几何放大率M=SDD/SOD,CT体素尺寸V=d/M(d为探测器像元尺寸)。体素尺寸越小越能精细地重建出被检样品的内部结构,为分析不同放大率或体素尺寸对测量精度的影响,选取了3种SDD分别为213,193,173 mm,3种检测放大率所对应得到的成像空间分辨率为10.587,11.685,13.036 μm/pixel。

裂纹宽度尺寸测量采用的是“灰度半峰值”法,该方法基于像素点灰度值进行测量,如图4所示。具体参考标准GB/T 29067—2012《无损检测 工业计算机层折成像(CT)图像测量方法。

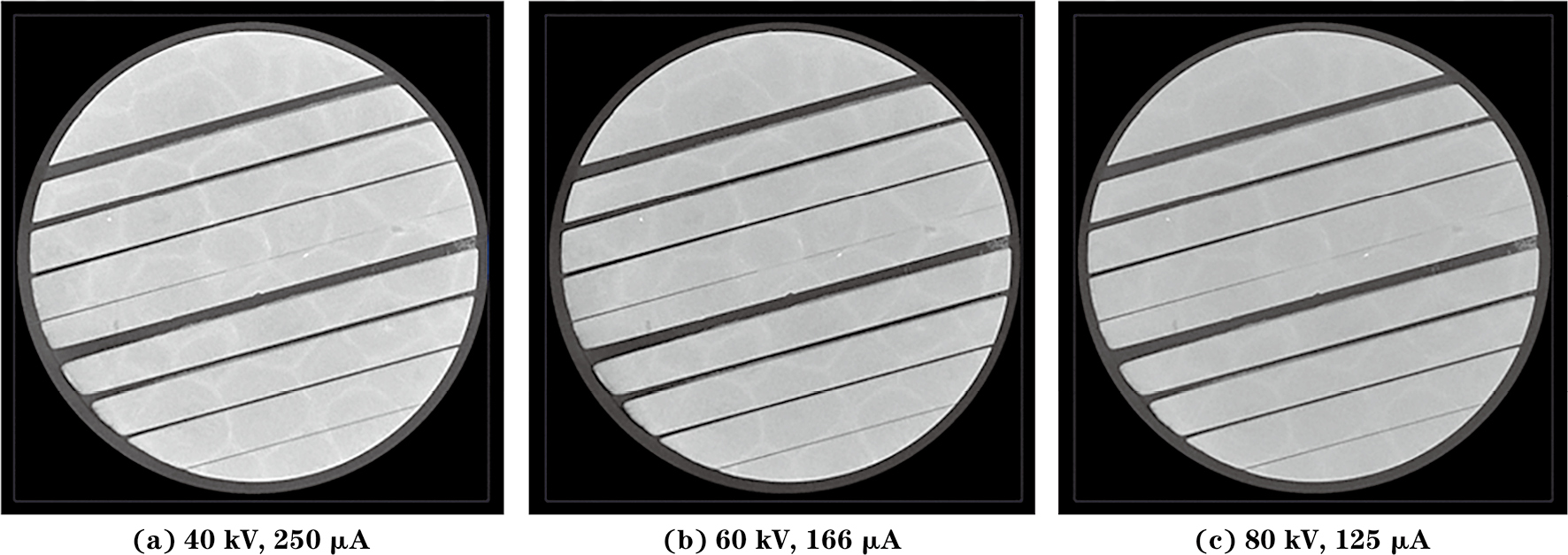
射线源工艺参数包括检测电压和检测电流,为了分析检测电压、检测电流与炸药试件预制裂纹尺寸测量精度的关系,采用不同的检测工艺参数进行CT成像与尺寸测量,检测参数如表2所示,得到的CT图像如图5所示。
| 项目 | 工艺参数 | 参数1 | 参数2 | 参数3 |
|---|---|---|---|---|
| 射线源 | 电压/kV | 40 | 60 | 80 |
| 电流/mA | 250 | 166 | 125 | |
| 功率/W | 10 | 10 | 10 | |
| 穿透率/% | 40 | 50 | 60 | |
| 机械系统 | SOD/mm | 33 | 33 | 33 |
| SDD/mm | 213 | 213 | 213 | |
| 体素大小/µm | 10.587 | 10.587 | 10.587 | |
| 探测器 | 曝光时间/s | 3 | 3 | 3 |
| 图像合并数 | 1 | 1 | 1 | |
| 检测时长 | 时间/h | 2 | 2 | 2 |
从图5可看出,不同的检测电压下均能检测出试块内部的裂纹。随着检测电压的增大,电流的减小,检测图像噪点增加,信噪比呈现降低的趋势,说明大电压小电流比小电压大电流时的检测图像信噪比低。分别采用“灰度半峰值”法对不同检测电压、检测电流下裂纹1~裂纹4的宽度CT测量结果(任取3个位置测量并取其结果的平均值)与裂纹1~裂纹4的实际宽度尺寸进行比较并计算测量偏差,结果如表3所示。
| 检测条件 | 裂纹编号 | 测量次数 | 平均值/mm | 实际值/mm | 测量偏差/% | ||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | |||||
| 40 kV,250 µA | 1 | 0.026 | 0.026 | 0.025 | 0.026 | 0.020 | 30.550 |
| 2 | 0.086 | 0.086 | 0.079 | 0.084 | 0.086 | 2.150 | |
| 3 | 0.164 | 0.163 | 0.156 | 0.161 | 0.168 | 3.708 | |
| 4 | 0.324 | 0.327 | 0.323 | 0.324 | 0.326 | 0.340 | |
| 60 kV,166 µA | 1 | 0.027 | 0.026 | 0.027 | 0.026 | 0.020 | 33.133 |
| 2 | 0.081 | 0.079 | 0.082 | 0.081 | 0.086 | 5.732 | |
| 3 | 0.158 | 0.158 | 0.155 | 0.157 | 0.168 | 6.230 | |
| 4 | 0.318 | 0.319 | 0.318 | 0.318 | 0.326 | 2.200 | |
| 80 kV,125 µA | 1 | 0.027 | 0.027 | 0.026 | 0.027 | 0.020 | 35.150 |
| 2 | 0.077 | 0.078 | 0.079 | 0.078 | 0.086 | 8.953 | |
| 3 | 0.150 | 0.154 | 0.155 | 0.153 | 0.168 | 8.593 | |
| 4 | 0.303 | 0.314 | 0.319 | 0.312 | 0.326 | 4.130 | |
从表3可以看出,检测电压为80 kV,电流为125 μA时,裂纹宽度尺寸的测量偏差最大;检测电压为40 kV,电流为250 µA时,裂纹宽度尺寸的测量偏差最小,测量精度最高。对比不同尺寸裂纹的CT测量尺寸与实际尺寸可知,随着裂纹宽度的增加,测量偏差值减小,测量精度提高,这是由于随着裂纹宽度增加,裂纹所占的像素数增加,每个像素所占的裂纹宽度比例减小。
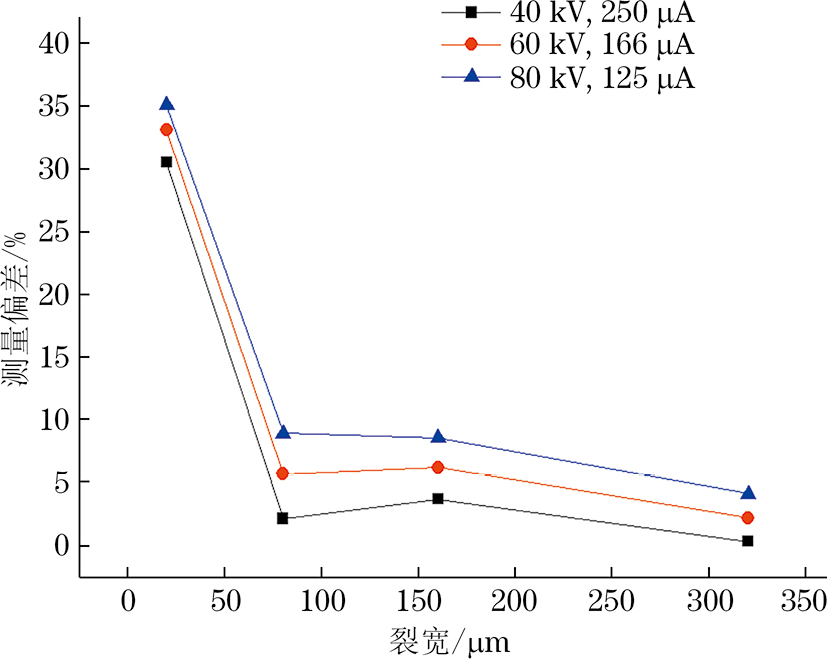
不同检测电压和电流(射线能量)下裂宽-测量偏差曲线如图6所示,可见,随着检测电压增大,检测电流减小,射线强度保持不变,能量增大,从而产生射线硬化效应和射线散射,CT图像呈现出一定程度的伪影,使得被测物体的直线型边缘出现条状伪影。因此随着检测电压的增加,测量偏差有所增大。为确保尺寸测量的有效性,应在保证穿透率的条件下选择合适的电压值,不可过高或过低,同时应对射线投影数据进行校正,以尽量减少CT图像伪影。并且在实际检测中,应该尽量不要在受伪影影响的区域进行尺寸测量。
放大率(体素大小)参数包括SOD和SDD,为了研究体素大小与炸药试件预制裂纹尺寸测量精度的关系,采用不同的检测工艺参数进行CT成像与尺寸测量,检测参数如表4所示,得到的CT图像如图7所示。
| 项目 | 工艺参数 | 参数1 | 参数2 | 参数3 |
|---|---|---|---|---|
| 射线源 | 电压/kV | 40 | 40 | 40 |
| 电流/mA | 250 | 250 | 250 | |
| 功率/W | 10 | 10 | 10 | |
| 穿透率/% | 40 | 40 | 40 | |
| 机械系统 | SOD/mm | 33 | 33 | 33 |
| SDD/mm | 213 | 193 | 173 | |
| 体素大小/µm | 10.587 | 11.685 | 13.036 | |
| 探测器 | 曝光时间/s | 3 | 3 | 3 |
| 图像合并数 | 1 | 1 | 1 | |
| 检测总时长 | 时间/h | 2.09 | 2.09 | 2.09 |
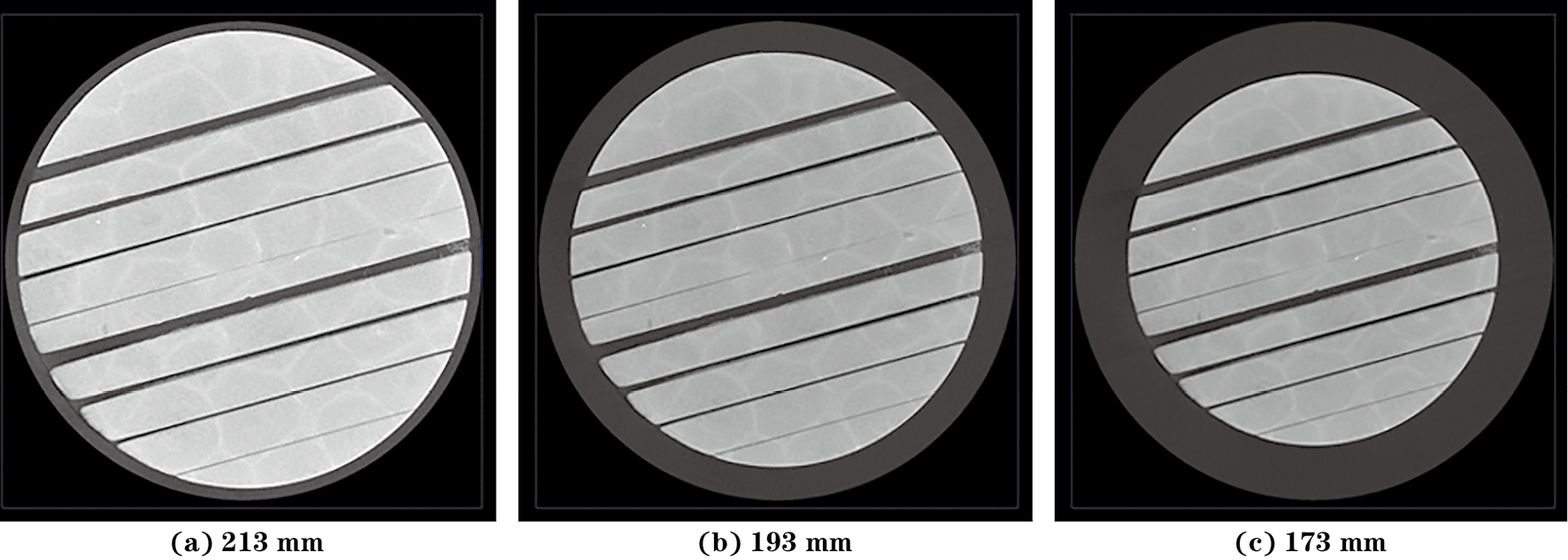
从图7可看出,不同的体素尺寸下均能检测出试块内部的裂纹。观察发现,随着SDD的增大(即放大倍数的增大),检测图像裂纹边界的清晰度和对比度越来越高。
分别采用“灰度半峰值”法对不同SDD下裂纹5~裂纹8的CT测量宽度结果(任取3个位置测量并对其结果取平均值)与裂纹5~裂纹8的实际宽度尺寸进行比较并计算测量偏差,结果如表5所示。
| 检测条件SDD/mm | 裂纹编号 | 测量次数 | 平均值/mm | 实际值/mm | 测量偏差/% | ||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | |||||
| 213 | 5 | 0.026 | 0.025 | 0.023 | 0.024 | 0.018 | 37.810 |
| 6 | 0.086 | 0.084 | 0.085 | 0.085 | 0.085 | 0.560 | |
| 7 | 0.161 | 0.167 | 0.167 | 0.165 | 0.163 | 1.370 | |
| 8 | 0.319 | 0.318 | 0.316 | 0.316 | 0.316 | 0.147 | |
| 193 | 5 | 0.027 | 0.026 | 0.025 | 0.026 | 0.018 | 47.69 |
| 6 | 0.088 | 0.085 | 0.085 | 0.087 | 0.085 | 3.435 | |
| 7 | 0.166 | 0.162 | 0.167 | 0.163 | 0.163 | 1.573 | |
| 8 | 0.319 | 0.318 | 0.316 | 0.318 | 0.316 | 0.687 | |
| 173 | 5 | 0.029 | 0.029 | 0.02877 | 0.029 | 0.018 | 62.830 |
| 6 | 0.079 | 0.077 | 0.079 | 0.078 | 0.085 | 7.170 | |
| 7 | 0.158 | 0.159 | 0.163 | 0.160 | 0.163 | 1.46 | |
| 8 | 0.305 | 0.309 | 0.307 | 0.307 | 0.316 | 2.62 | |
不同SDD下裂宽-测量偏差曲线如图8所示,由表5和图8可知,SDD为213 mm时,裂纹宽度的测量偏差最小;SDD为173 mm时,缺陷宽度的测量偏差最大。随着SDD值的减小,检测放大率和体素值也随之减小,检测空间分辨率有所下降,从而导致测量误差增大。

根据以上检测结果可知检测20 μm裂宽尺寸时测量偏差较大,这主要是因为检测放大率较小,检测空间分辨率不足,使得人工判读出现误差,低对比度特征难以区分。实践表明通常需要5~6个像素才能有较准确的测量结果。对于检测20 μm的裂宽,则需要使检测体素尺寸小于3 μm,因此改变检测放大率,采用二次放大原理对20 μm的裂宽进行高倍率放大成像,是解决细微裂纹测量偏差较大的方法。体素尺寸为1.000 mm时,宽度为20 μm的裂纹CT测量结果与测量偏差如表6所示。
| 检测条件 | 测量次数 | 裂纹编号 | 平均值/mm | 实际值/mm | 测量偏差/% |
|---|---|---|---|---|---|
| 5 | |||||
| 电压:40 kV 电流:250 µA SOD:33 mm SDD:56 mm 体素大小:1.000 µm 曝光时间:20 s 测试时间:20 h | 1 | 0.0186 | 0.0183 | 0.018 | 1.667 |
| 2 | 0.0181 | ||||
| 3 | 0.0182 | ||||
| 4 | 0.0187 | ||||
| 5 | 0.0184 | ||||
| 6 | 0.0183 | ||||
| 7 | 0.0181 |
由表6可知,随着检测放大率的增大,体素尺寸减小,图像上每个像素所占裂纹宽度的比例减小,检测精度有所提升,测量偏差也就显著减小,但是其检测时间会大大增加,并且只能对局部极小区域进行超视场检测,检测效率不高。
通过研究CT检测工艺参数对炸药试件预制裂纹尺寸测量精度的影响,分析讨论了CT检测炸药试件(直径小于10 mm的始发药等)内部裂纹的最优检测工艺参数,在该检测工艺参数下可以获得最佳的图像质量,有利于提高炸药件内部裂纹尺寸的定量测量精度。文章可为始发药等炸药材料的检测工艺改进和分析测试水平提升提供支撑。